 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Firma Seco poszerza rodzinę frezów tarczowych 335.25 o dwie nowe wielkości płytek.
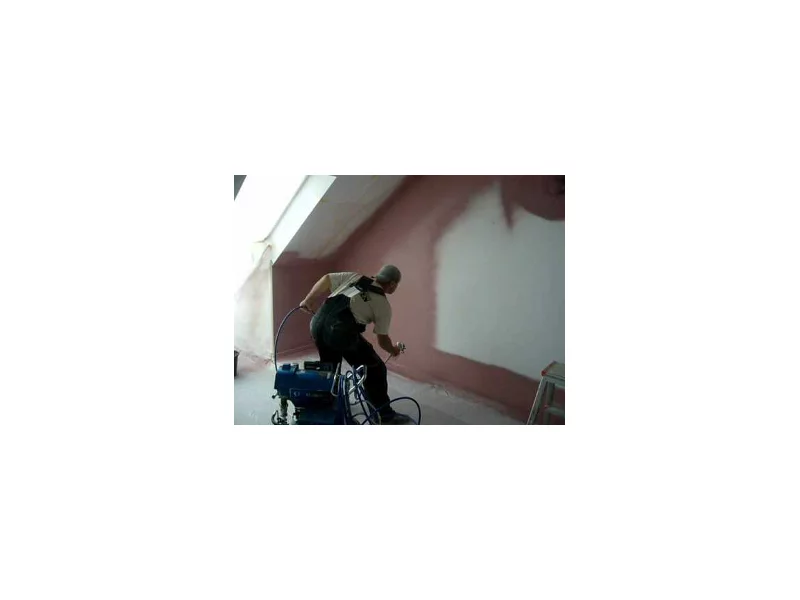
Agregat malarski - narzędzie do malowania hydrodynamicznego - pompuje i spręża farbę bez użycia powietrza.

Nowe gatunki i powłoki pozwalają uzyskać więcej części przypadających na pojedynczą krawędź skrawającą.

Przesłanie hasła „Different Thinking is Better Thinking” to droga do osiągania sukcesów w branży obróbki metali.

Przystępna cena, możliwość wykonywania wysokiej jakości otworów oraz duża żywotność narzędzi zapewniają znaczące korzyści dla użytkowników.

Rozwiertaki nastawne świetnie się nadają do amatorskich prac. Służą do powiększania otworów przelotowych pod żądany rozmiar lub pasowanie.

13 października 2015r. w EXPO Kraków ruszają targi narzędziowo-obrabiarkowe EUROTOOL/BLACH-TECH-EXPO.

Firma Seco opracowała nowy gatunek TM4000 przeznaczony do jednopunktowych płytek do toczenia gwintów, aby zapewnić jak najlepszą ochronę przed narostami na krawędzi podczas toczenia elementów stalowych.

Gdy w 2007 roku firma Seco wprowadziła technologię Duratomic, była to pierwsza w branży steksturowana powłoka Al2O3 oparta na fazie α oraz nowy standard wydajności obróbki skrawaniem.

Firma Seco niedawno dodała nowe frezy walcowo-czołowe — JPD i JC — do serii produktów Jabro przeznaczonych do obróbki kompozytów.

Firma Seco rozszerzyła zakres rozwiązań do obróbki wymagających materiałów o nowe wysokowydajne gatunki do toczenia: TH1000 i TH1500. Są dostępne zarówno z wersji ujemnej, jak i z centralnym mocowaniem i znacząco zwiększają wydajność i stabilność procesów.

Artec 3D, lider w produkcji profesjonalnego sprzętu i oprogramowania 3D, ogłosił, że ręczny skaner 3D Eva i kompatybilne oprogramowanie Artec Studio zostały wykorzystane do odkrycia starożytnego gatunku Homo Naledi. To niezwykłe odkrycie naukowe miało miejsce w pobliżu Johannesburga, RPA, w komorze Dinaledi jaskini Rising Star.

Nowo wprowadzone narzędzia do frezowania oferują elastyczność potrzebną do obróbki coraz bardziej skomplikowanych elementów.

Niekontrolowane wibracje stwarzają wiele problemów pojawiających się podczas skrawania. Zmienne siły występujące w procesie skrawania wywołują wibracje i drgania narzędzia, skutkujące pogorszeniem jakości powierzchni obrabianego detalu, szybkim zużyciem lub pękaniem ostrza narzędzia oraz uszkodzeniem elementów obrabiarki.

Podstawowe cele operacji przecinania i rowkowania są identyczne z celami ogólnych operacji toczenia: uzyskanie pożądanego kształtu obrabianej części, spełnienie wymogów dotyczących dokładności i maksymalizacja produktywności.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









