Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Poprawnie działające wrzeciona i elektrowrzeciona CNC to gwarancja skutecznej i szybko wykonanej pracy.

Na frezarce poziomej standardową oprawką narzędziową jest trzpień poziomy. Składa się on z hartowanego i precyzyjnie szlifowanego rdzenia. Na jednym końcu znajduje się uchwyt stożkowy 7:24 zazwyczaj DIN 2080 pasujący do wrzeciona maszyny. Zazwyczaj jest to wrzeciono poziome, drugi koniec ma specjalną nakrętkę.

Złącze wrzeciona pomaga wykorzystać pełną moc obrabiarki w celu zmaksymalizowania wydajności skrawania tytanu i twardych stopów. Solidne złącze wrzeciona KM4X100™ zapewnia trzykrotnie większą odporność na moment zginający, co zapewnia wyższą wydajność operacji frezowania, toczenia i wykonywania otworów.

Dzięki nowym kontrolerom ruchu MC3001, dostępnym w wersjach MC 3001 B (złącza płytka-płytka) lub MC 3001 P (28-pinowe złącze wtykowe), FAULHABER dopełnia ofertę kontrolerów generacji MC V3.0 na dolnym końcu spektrum wydajności. Kontrolery są ekstremalnie zminiaturyzowane i bardzo mocne, oferując pracę ciągłą z natężeniem 1,4 A do 5 A prądu szczytowego. Zaprojektowane są jako urządzenia podrzędne do kontroli i pozycjonowania silników miniaturowych DC, liniowych serwomotorów DC lub bezszczotkowych silników DC.

Szybka wymiana narzędzi modułowych stanowi prostą metodę pozwalającą na zwiększenie produktywności, skrócenie czasu przygotowawczego oraz generalnie na zwiększenie zysków zarówno w warsztatach, jak i dużych firmach produkcyjnych.
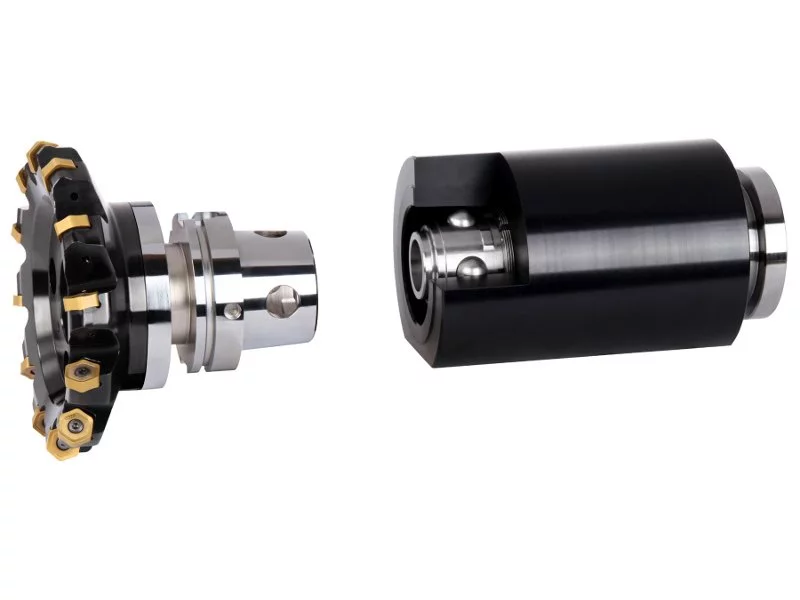
Firmy Kennametal i Sumitomo Electric podpisały porozumienie, w ramach którego Sumitomo Electric otrzymała licencję na dystrybucję nowego, zaawansowanego złącza wrzeciona KM4X poprzez swoją globalną sieć sprzedaży.

Producenci przemysłowi będą mogli korzystać z najlepszych rozwiązań w zakresie systemów narzędziowych i połączeń wrzecion. John Tucker (po lewej) oraz Andreas Haimer (po prawej) podpisali porozumienie w zakresie dostarczania przełomowego złącza wrzeciona KM4X poprzez globalną sieć sprzedaży firmy Haimer.

Maszyny, niezależnie od ich typu zawsze składają się z mechanizmów, w których w skład wchodzą elementy czynne, bierne i pośredniczące, połączone w pary lub łańcuchy kinematyczne za pomocą przegubów.

Asortyment głowic frezarskich typu AXD został obecnie rozszerzony o głowice mocowane na gwint o średnicach od Ø25 do Ø40. Wprowadzenie głowic mocowanych na gwint zapewnia większą wszechstronność i wydajność dzięki szybszej możliwości wymiany narzędzia. Ponadto głowice o małej średnicy umożliwiają obróbkę małych kieszeni i miejsc o ograniczonym dostępie w komponentach o skomplikowanym kształcie.

Każdy zakład poszukujący możliwości załadunku większych prętów, który nie ma miejsca na tokarkę dużych rozmiarów, będzie zadowolony z informacji, że firma Haas Automation oferuje teraz kompletną linię centrów tokarskich Big Bore- tokarek o powiększonym przelocie przez wrzeciono i niewielkich gabarytach, której najnowszym uzupełnieniem są modele ST-15 i ST-15Y (wersja z osią Y, będzie dostępna w pierwszym kwartale 2017 r.).
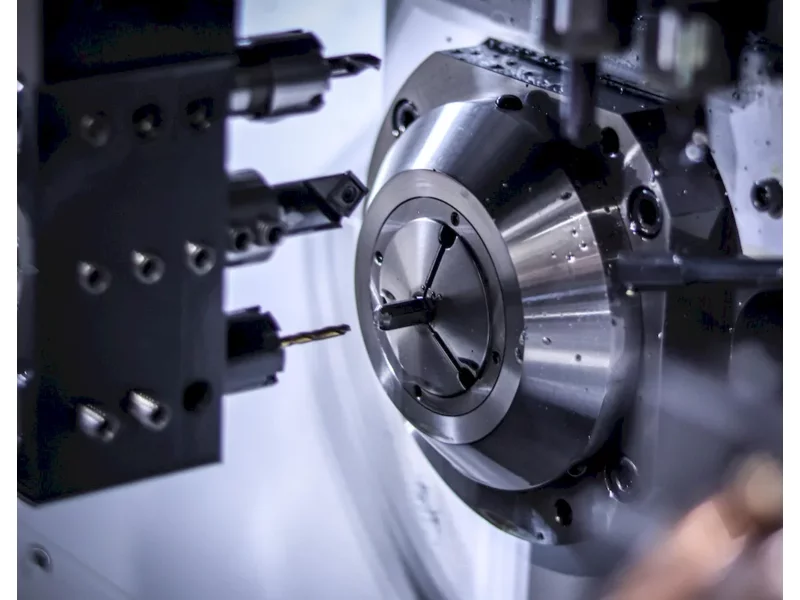
Obróbka CNC jest procesem produkcyjnym, w którym surowy materiał jest przetwarzany na gotowy produkt. Wykorzystywane są do tego sterowane komputerowo maszyny zwane obrabiarkami CNC. Jest to nowocześniejsza wersja konwencjonalnej obróbki skrawaniem. Tam za ruchy maszyny jest odpowiedzialny operator korzystający w tym celu z pokręteł i dźwigni.
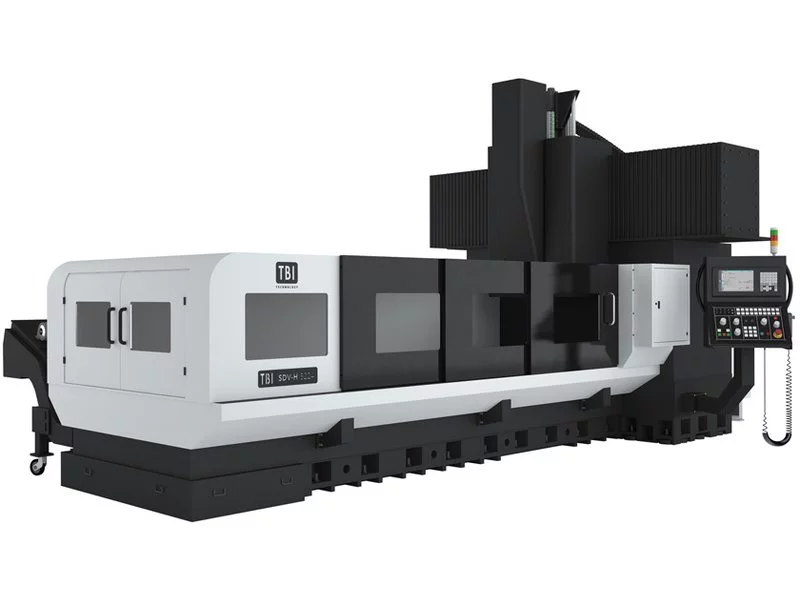
Patrząc na gabaryty detali, które można wykonać na bramówce serii SDV-H mogłoby się wydawać, że jest to brama do piekieł, ponieważ jak tu obrobić detal o wadze 32,5 tony (bo dokładnie takie jest największe możliwe obciążenie stołu tego typu frezarek marki TBI).
Firma NSK usunęła problem z powtarzającymi się uszkodzeniami łożysk wrzecion w czterech centrach obróbkowych CNC należących do wiodącego dostawcy podzespołów dla przemysłu samochodowego. Po zidentyfikowaniu głównej przyczyny, z powodu której łożyska wrzecion uszkadzały się regularnie co dwa tygodnie, zakład uzyskuje oszczędności w wysokości 32 880 € w ciągu roku.
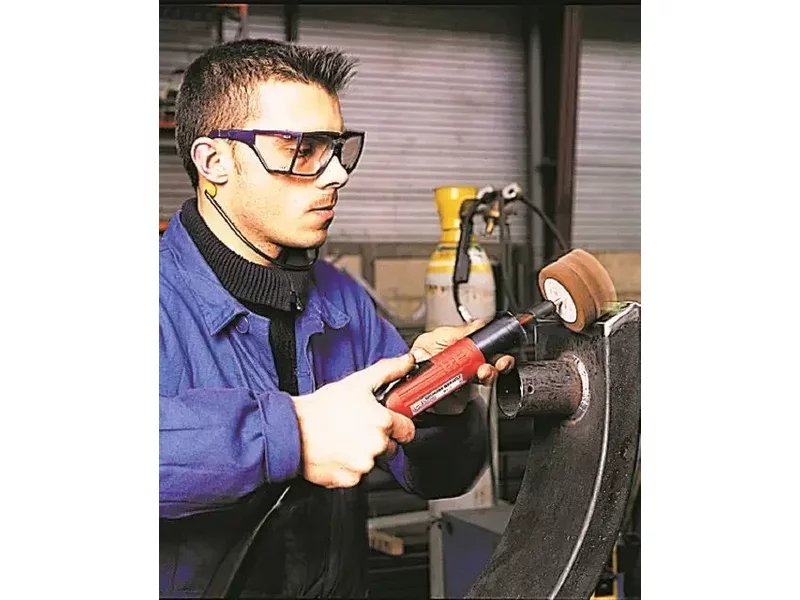
Osiągnięcie wysokiej jakości w procesie obróbki metalu zależy w dużej mierze od narzędzi używanych w tym procesie. Przy wyborze narzędzi napędzanych sprężonym powietrzem kluczowe są aspekty takie jak efektywność energetyczna, wydajność oraz przede wszystkim, bezpieczeństwo. W ramach tego artykułu zidentyfikujemy kilka najważniejszych czynników, które muszą być brane pod uwagę podczas wyboru narzędzi do obróbki metalu.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.