 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Firma Seco wprowadza obecnie na rynek system X4 – nowe wieloostrzowe narzędzia o stycznej płytce, przeznaczone do przecinania i rowkowania małych detali.

Klienci zgłaszali zapotrzebowanie na nowy gatunek węglika, który umożliwiłby zwiększenie prędkości skrawania podczas frezowania stopu tytanu 6Al4V, zamiast zwiększania prędkości posuwu lub głębokości frezowania, skutkujących zwiększeniem siły działającej na obrabiany przedmiot, uchwyt i wrzeciono maszyny.

Firma Seco wprowadziła gatunek MK2050, opracowany specjalnie do frezowania żeliwa. Jest to gatunek idealny dla producentów działających w branży motoryzacyjnej i inżynierii ogólnej.

Linia narzędzi KSRM to nowe wielofunkcyjne rozwiązanie firmy Kennametal specjalnie zaprojektowane do obróbki tytanu i stali nierdzewnej. Ich konstrukcja umożliwia frezowanie kieszeni, profili oraz frezowanie skośne i wgłębne do wartości fz 1mm.

Firma Seco rozszerza asortyment produktów do frezowania wybrań kątowych i rowków o nowe narzędzia z rodziny Turbo 10.

Teraz parę terminów:- opory skrawania, to znaczy siła po przyłożeniu której wiertło może się zagłębić w materiał obrabiany.

Rozwiązanie Mill1-7 przeznaczone do obróbki wykańczającej w procesach frezowania detali przy wykorzystaniu narzędzi małych Średnic, stanowi najnowsze uzupełnienie platformy Mill 1 firmy Kennametal.

WIDIA™ wprowadza na rynek serię narzędzi do frezowania kopiowego M200™ stanowiącą najnowszy dodatek do linii produktów WIDIA Victory. Najnowsza seria jest szczególnie przydatna dla branży energetycznej i lotniczej oraz stanowi wyznacznik wydajności i produktywności w zakresie frezowania form i matryc. M200 została zaprojektowana do bardzo wydajnych zastosowań w zakresie obróbki zgrubnej i półwykańczającej.
Chociaż producenci mają w pracy styczność z różnymi częściami, materiałami elementów obrabianych i procesami obróbki skrawaniem, ich wspólnym celem jest obróbka określonej liczby elementów o pożądanej jakości, w określonym czasie i za odpowiednią cenę.

Uniwersalne i ekonomiczne narzędzia do aplikacji mikrowiercenia
Jest to drugi z serii artykułów traktujących o charakterystyce, skutkach i kontroli obciążeń, którym poddawane są narzędzia do skrawania metali. Pierwszy artykuł opisywał podstawowe pojęcia oraz związek między geometrią narzędzia, prędkościami posuwu oraz obciążeniami mechanicznymi w czasie toczenia.

Niekontrolowane wibracje stwarzają wiele problemów pojawiających się podczas skrawania. Zmienne siły występujące w procesie skrawania wywołują wibracje i drgania narzędzia, skutkujące pogorszeniem jakości powierzchni obrabianego detalu, szybkim zużyciem lub pękaniem ostrza narzędzia oraz uszkodzeniem elementów obrabiarki.

Nowa platforma do frezowania czołowego KBDM firmy Kennametal radzi sobie również ze stopami aluminium dla motoryzacji

Frez Mill 16 firmy Kennametal ma system mocowania klinami, numerowane gniazda i krawędzie płytek oraz otwartą konstrukcję rowków wiórowych ułatwiającą spływ wióra przy obróbce zgrubnej.
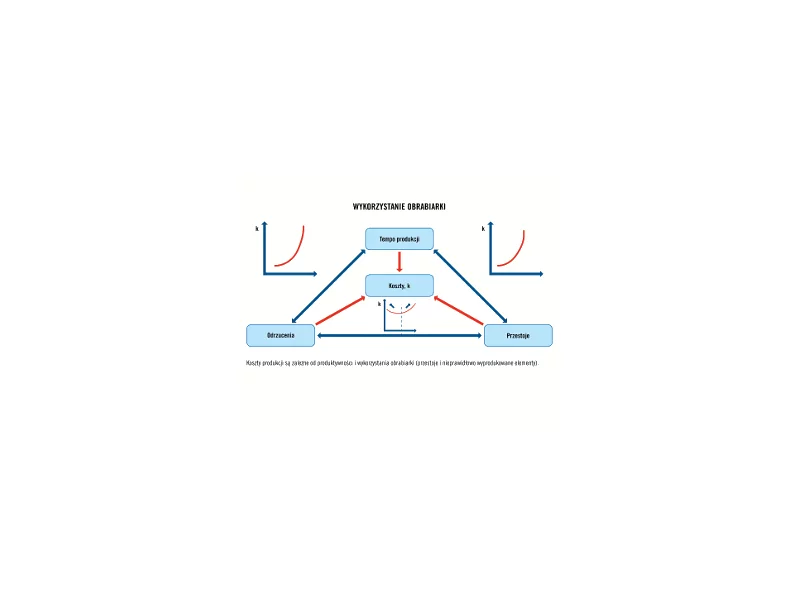
Osiągnięcie maksymalnej produktywności i dochodowości operacji obrabiania wynika z optymalizacji całego procesu skrawania. Podstawą tych starań jest inteligentne zastosowanie parametrów narzędzi skrawających w połączeniu z pełnym wykorzystaniem możliwości obrabiarki.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









