 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.






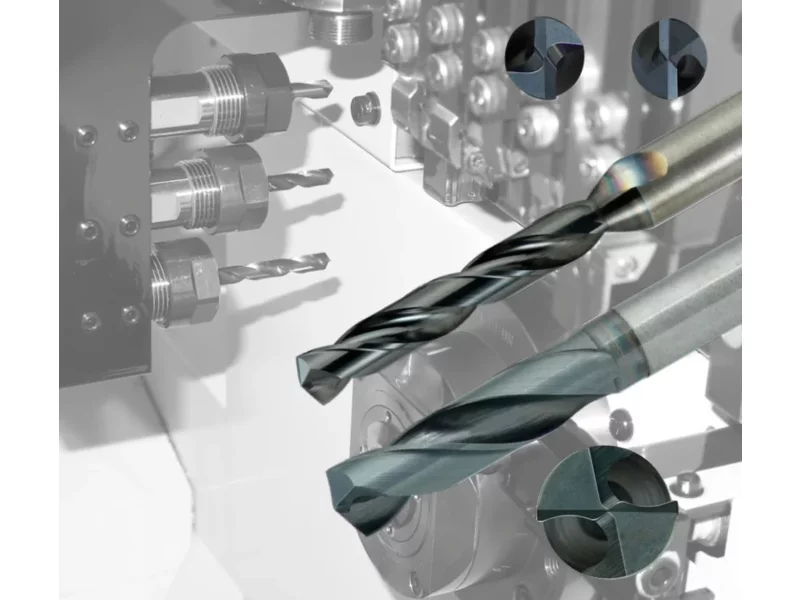
Wiertła specjalnego przeznaczenia DWAE zostały zaprojektowane do wiercenia w ograniczonej przestrzeni obróbkowej na automatach tokarskich i małych tokarkach CNC.

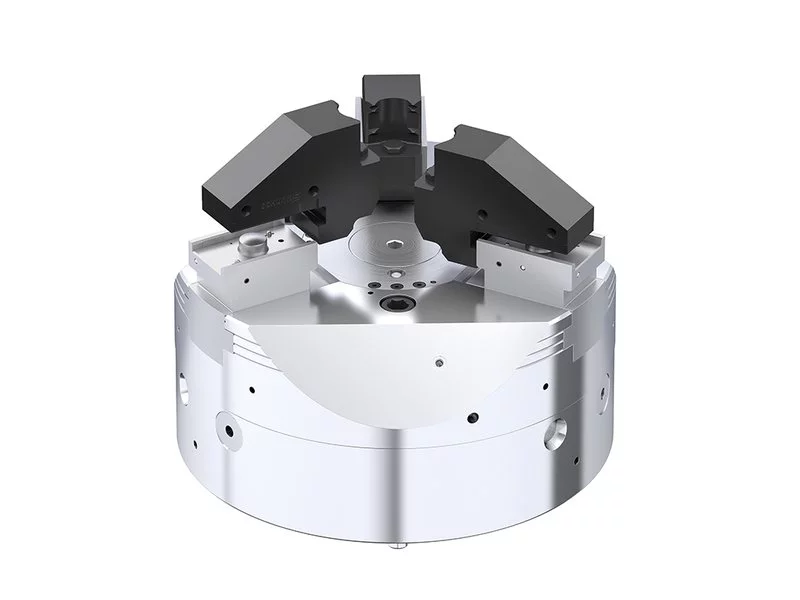
Aby sprostać rosnącym wymaganiom rynku, firma SCHUNK opracowała niewymagający konserwacji ręczny 2+2 szczękowy uchwyt tokarski ROTA-M flex 2+2 o szczególnie dużym skoku kompensacyjnym. Dzięki specjalnemu mechanizmowi (zgłoszony do opatentowania), w zależności od rozmiaru, skok wynosi od 5,1 mm do 10 mm na szczękę – więcej niż w przypadku jakiegokolwiek innego 4-szczękowego uchwytu na rynku.

Branża metalowa przez wielu ekspertów uważana jest za najbardziej dynamiczną i rozwijającą się spośród wszystkich gałęzi przemysłu w naszym kraju.

Dziesiątki tysięcy tradycyjnych krzywkowych automatów tokarskich jest wciąż niestrudzenie wykorzystywanych w masowej produkcji zegarków, przemyśle motoryzacyjnym, dentystyce oraz przemysłach elektronicznych na całym świecie.
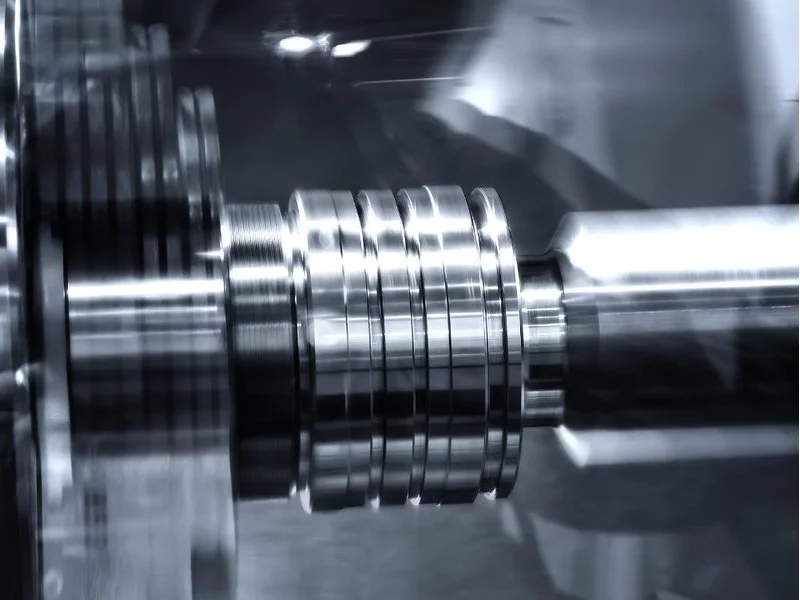
Toczenie stali to proces oparty na obróbce wiórowej materiału, przy pomocy noży tokarskich. Stal montuje się na uchwycie tokarki, która wprawia materiał w ruch wirowy. Nóż tokarski przesuwając się równolegle lub prostopadle względem osi obróbki, precyzyjnie usuwa wierzchnią warstwę materiału, wydobywając ze stali pożądany kształt.
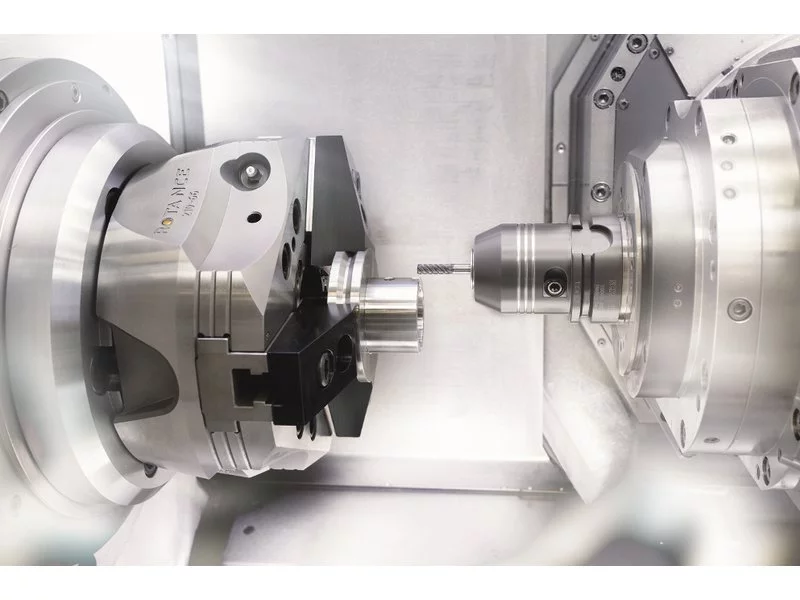
Lekki uchwyt tokarski SCHUNK ROTA NCE zapewnia wysoką dynamikę podczas toczenia. Po raz pierwszy udało się połączyć lekką konstrukcję, maksymalną nośność i duży otwór przelotowy w jednym uchwycie tokarskim. Uchwyt hakowo klinowy firmy SCHUNK, lidera w dziedzinie systemów chwytania i technologii mocowania, przekonuje imponująco wysoką nośnością i minimalną wagą.

Przed nami kolejna edycja Międzynarodowych Targów Automatyki i Pomiarów AUTOMATICON, czyli trzy dni wypełnione prezentacjami, nowinkami technologicznymi, rozmowami o trendach przyszłości i spotkaniami, dającymi szansę na nowe, owocne relacje biznesowe.
Międzynarodowy potentat z branży automatyki przemysłowej zamówił od SECO/WARWICK kompleksowe wyposażenie hartowni dla swojej fabryki. Park maszynowy będzie się składał z dwóch pieców próżniowych Vector®, pieca atmosferowego oraz myjki.
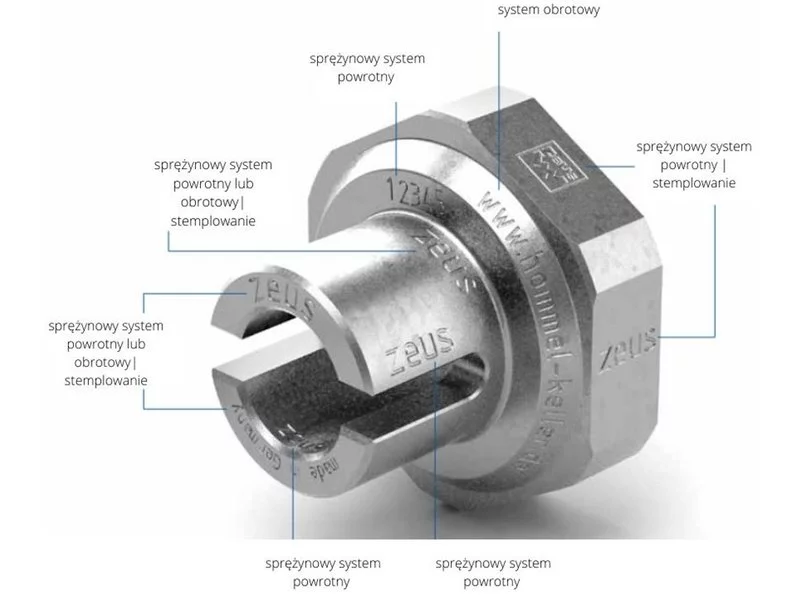
Niezależnie od powierzchni – czy to kulistej, ukośnej, od czoła, czy do samego kołnierza, znakowanie już na etapie produkcyjnym jest możliwe. I to w kilka sekund. W jaki sposób? Dzięki opracowanym przez firmę Hommel Keller narzędziom do znakowania. Niniejszy artykuł prezentuje specyfikę procesu znakowania przy pomocy tych narzędzi. Jak one działają i dlaczego warto z nich korzystać? Zapraszamy do lektury.
Przezbrojenie konwencjonalnego uchwytu 3-szczękowego z wkładkami mocującymi SCHUNK RAPIDO zajmuje maksymalnie 60 sekund.

Aluminium to jeden z najbardziej wszechstronnych materiałów, a z tego względu jeden z najpopularniejszych, który firmy z branży obróbki CNC wykorzystują w codziennej pracy. Mimo szeregu zastosowań i zalet praca z nim nie należy do łatwych. Odporność na korozję, wysoka przewodność prądu elektrycznego, najlepszy stosunek wytrzymałości do masy - aluminium jest znacznie lżejsze niż inne metale wykorzystywane w przemyśle, czy łatwy recykling to najbardziej znane atuty aluminium.

We włoskiej fabryce Elesa rozpoczęło działalność Zautomatyzowane Centrum Produkcji Form, które jest zdolne do samodzielnego obsłużenia 80% produkcji form przy jednoczesnej redukcji czasu wytwarzania i zwiększenia elastyczności produkcji.

Tłumy w alejkach targowych, inspirujące debaty, hałas pracujących maszyn i pokazy nowych technologii, ale także radość laureatów z targowych nagród - tak można podsumować pełen emocji pierwszy dzień targów ITM INDUSTRY EUROPE.

W wytwarzaniu produktów z cienkiej i średniej grubości blachy jednym z najczęściej spotykanych procesów jej obróbki, tuż obok cięcia i wykrawania, jest gięcie wzdłuż ustalonych krawędzi.

W systemach dozowania kruszyw automatyka odgrywa szczególną rolę. Wchodzące w ich skład silosy lejowe współpracują z przenośnikami, czujnikami i siłownikami, które są odpowiedzialne za pracę całości. Jak taki system funkcjonuje? Jakie parametry systemu musi uwzględnić projektujący silosy producent?
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









