 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Rozpoczynamy sezon urlopowy, z nieba leje się żar, a większość z nas myśli o wypoczynku na plaży, w górach lub nad jeziorem. Mimo wakacyjnego rozluźnienia chcemy Wam przypomnieć o bogatej ofercie edukacyjnej Bostik. Jako globalny lider w produkcji wysokiej jakości produktów do klejenia i uszczelniania dbamy o innowacyjność i dostępność produktów, a także szeroko pojętą edukację naszych partnerów, dystrybutorów i wykonawców.

RAS UpDownCenter-2 zagina nie tylko panele i skrzynki o długości do 4060 mm i wysokości do 600 mm ze stali zwykłej o grubości do 4 mm. Realizuje także automatyczne gięcie w trybie w górę i w dół, a oprogramowanie Bendex automatycznie programuje procesy gięcia na podstawie zaimportowanego pliku STEP. Ale to nie wszystko.

Asortyment głowic frezarskich typu AXD został obecnie rozszerzony o głowice mocowane na gwint o średnicach od Ø25 do Ø40. Wprowadzenie głowic mocowanych na gwint zapewnia większą wszechstronność i wydajność dzięki szybszej możliwości wymiany narzędzia. Ponadto głowice o małej średnicy umożliwiają obróbkę małych kieszeni i miejsc o ograniczonym dostępie w komponentach o skomplikowanym kształcie.

Firma Elesa+Ganter, wiodący producent standardowych elementów przeznaczonych m.in. do hydrauliki siłowej, rozszerzyła ofertę wskaźników o oczkowy wskaźnik poziomu cieczy.

Mitsubishi Materials wprowadza nowe podejście do frezowania stopów tytanu za pomocą głowicy nasadzanej.
Rafael Advanced Defense Systems, izraelski pionier w dziedzinie rozwiązań obronnych i cybernetycznych, zakupił od SECO/WARWICK – dla odlewni UPC Precision Castings – próżniowy piec do odlewania tytanu. To pierwszy taki piec na rynku izraelskim.

Łapacze iskier służą do gaszenia (wyłapywania) iskier powstających w różnych procesach.

250 pracujących maszyn, zapełnione wszystkie 7 hal kieleckiego ośrodka, 500 wystawców, ponad 10 tysięcy branżowych zwiedzających - jednak nie tylko te liczby robią wrażenie w podsumowaniu przemysłowego cyklu Targów Kielce.
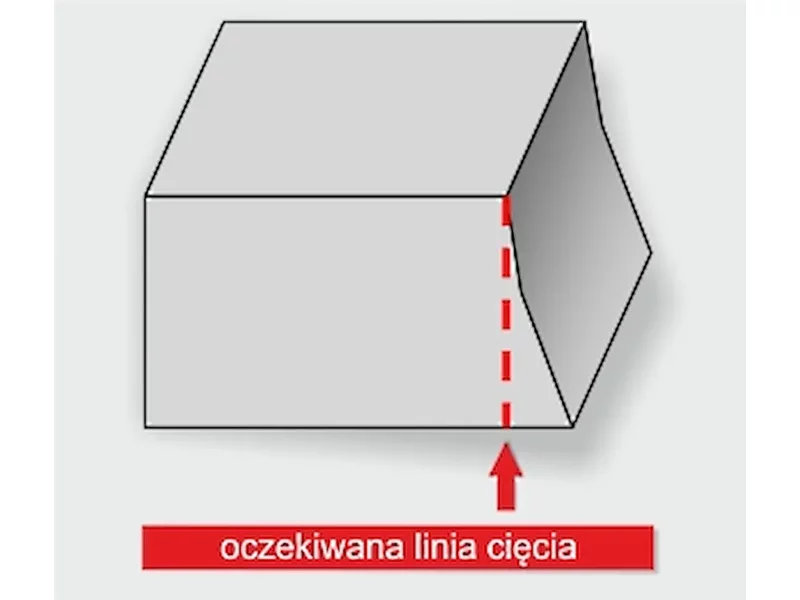
Cięcie nieprostopadłe, określane również ukosowaniem, oznacza brak prostopadłości ciętej powierzchni. Zdarza się, że w trakcie cięcia metalu niektórzy operatorzy przecinarek taśmowych maksymalnie zapełniają ramiona imadła, chcąc w ten sposób przyśpieszyć cały proces. Niestety bardzo często takie działanie prowadzi do wystąpienia nieprostopadłego cięcia. Nie jest to jednak jedyna przyczyna.

Firma SSAB Poland z powodzeniem wdrożyła niedawno usługi ecommerce My SSAB dla swoich klientów, dzięki którym proces zamawiania stali stał się szybszy i łatwiejszy.
W świecie metalurgii stal wysokostopowa zajmuje szczególne miejsce. To materiał, który zyskał uznanie dzięki swoim wyjątkowym właściwościom, które czynią go idealnym wyborem do zastosowań wymagających dużej wytrzymałości, odporności na warunki korozyjne oraz obciążenia mechaniczne. Czym zatem wyróżnia się stal wysokostopowa i dlaczego warto ją wykorzystywać?
Duży międzynarodowy producent aluminium sfinalizował zamówienie na nowy przechylny piec do topienia aluminium o pojemności ponad 45000 kg, dla jednego ze swoich regionalnych zakładów wytłaczania aluminium.

Takiego wydarzenia jeszcze nie było. Z czystym sumieniem można powiedzieć, że przez dwa dni Katowice staną się stalową stolicą Polski, a współczynnik osób z branży stalowej i przemysłu ciężkiego na kilometr kwadratowy będzie poza skalą. Kongres stanie się również miejscem konfrontacji różnych światów – przemysłu, polityki i nauki. 18-19 września w MCK Katowice odbędzie się pierwsza edycja Europejskiego Kongresu Stalowego STEEL 2023. Udział w wydarzeniu jest bezpłatny.

Skup węglika to najlepszy sposób, żeby pozbyć się zalegających materiałów przemysłowych i jeszcze na tym zyskać. Jednak ceny węglików są bardzo niestabilne – warto wiedzieć, od czego zależą, żeby sprzedać je jak najdrożej.
Obróbka metali na maszynach CNC jest jedną z najbardziej rozwiniętych metod produkcji części metalowych dla przemysłu na świecie. Stanowi ona kolejne ogniwo w rozwoju stosowanej od lat technologii obróbki skrawaniem. Przez wiele lat do obróbki metali wykorzystywano maszyny konwencjonalne, których ruchy robocze były wywoływane przez operatora przy pomocy dźwigni lub pokręteł. Powodowało to szereg niedogodności związanych z tym, że proces był w dużej mierze uzależniony od człowieka będącego operatorem maszyny.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









