 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







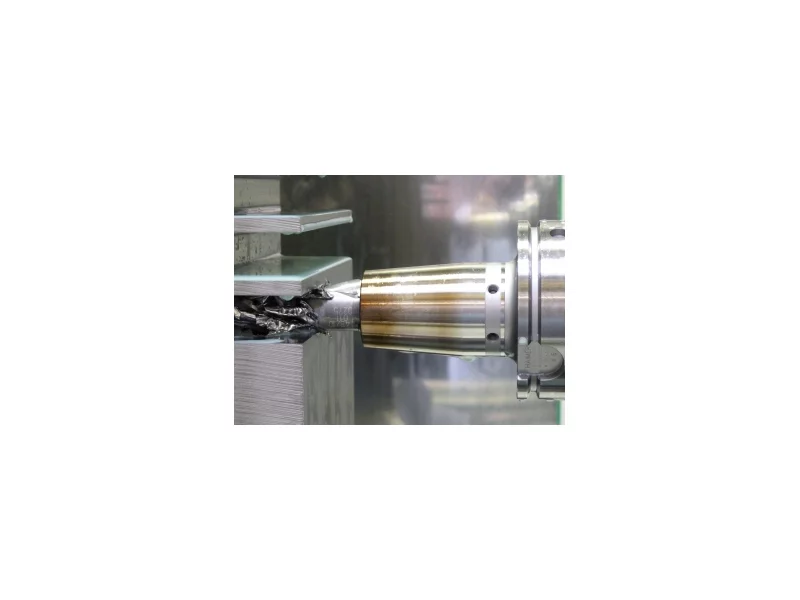
Optymalizacja przebiegu procesów produkcyjnych staje się źródłem przewagi konkurencyjnej wielu polskich przedsiębiorstw. Zauważalne jest to zwłaszcza w firmach specjalizujących się w wytwarzaniu małoseryjnym, zmagających się z ograniczeniami związanymi z zasobnością parku maszynowego.

Jeśli chodzi o obróbkę stali hartowanych, Mitsubishi Materials cieszy się reputacją producenta narzędzi, który wyznacza najwyższe standardy w swojej branży. W celu dalszego ugruntowania pozycji rynkowej, firma rozszerzyła serię kulistych frezów trzpieniowych z długą szyjką typu VFR2XLB. Są one dostępne w średnicach od Ø 0.2 mm do Ø 0.5 mm, a cały asortyment obejmuje również średnice do Ø 6.0 mm.

Znamy laureatów konkursu towarzyszącego Targom INNOFORM® na najlepsze produkty tj. maszyny, narzędzia, urządzenia obróbcze oraz najnowsze technologie i innowacje targowe! Eksperci oceniali nowoczesność rozwiązań konstrukcyjnych i technologicznych, wysoki poziom parametrów eksploatacyjnych, estetykę wykonania, funkcjonalność i korzystne cechy ergonomiczne oraz brak zagrożeń dla środowiska pracy i środowiska naturalnego.
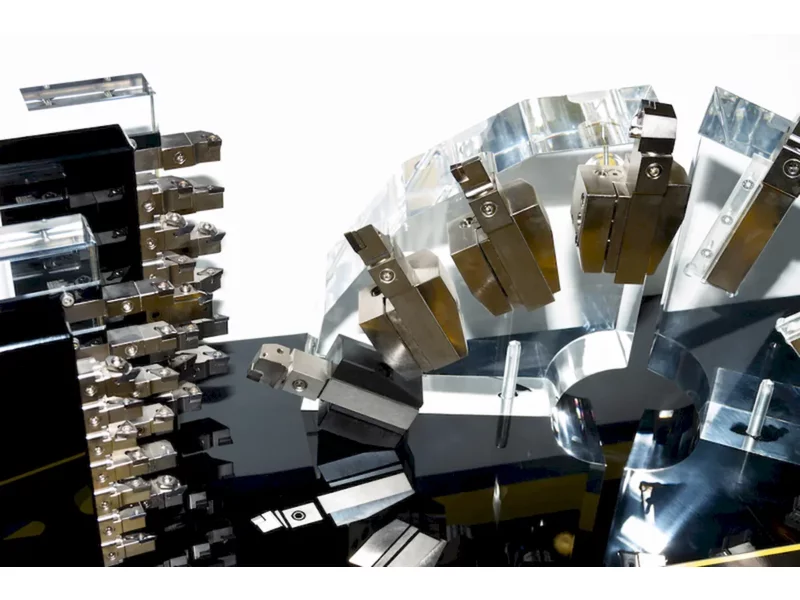
Znaczenie uchwytów narzędziowych jest ciągle zaniżone, zwłaszcza kiedy mówimy o obróbce zgrubnej lub w ciężkich warunkach. Wydajność usuwania materiału w tego typu procesach jest absolutnie kluczowa dla produktywności procesu skrawania.
MOVIDA zaprasza do udziału w IVFORUM JAKOŚĆ DOSTAWCÓW, które odbędzie się w dniach 4-5-6 grudnia 2018 roku w Lublinie.

Stal narzędziowa, jak sama nazwa wskazuje, znajduje zastosowanie m.in. przy produkcji narzędzi. Jest jednym z najpopularniejszych rodzajów stali, a dokładniej stopem żelaza i węgla z nieznaczną ilością domieszek manganu, chromu, niklu, miedzi, wolframu lub tytanu. Wyróżnia ją wyjątkowa trwałość i odporność na odkształcenia. Świetnie znosi także działanie czynników zewnętrznych, ścieranie oraz wysokie temperatury. Dzięki temu doskonale radzi sobie nawet w najbardziej wymagających warunkach oraz podczas intensywnej eksploatacji.
Wysoka jakość i bezpieczeństwo to najważniejsze cele współczesnych zakładów produkcyjnych. Optymalizacja procesów odgrywa ważną rolę w oszczędzaniu zasobów, osiągnięciu celów produkcyjnych oraz uzyskaniu lepszych wyników finansowych.

Najnowocześniejsze praktyki w ZARZĄDZANIU JAKOŚCIĄ w GSK Pharmaceuticals S.A., Kimball Electronics Poland Sp. z o.o. i Bridgestone Poznań Sp. z o.o.

Wydziały produkcyjne zajmujące się obróbką starają się wytworzyć pewną liczbę części o określonej jakości, w określonym czasie i w określonej cenie. Konsekwentna realizacja tych celów wymaga kontroli niezliczonych czynników, takich jak parametry skrawania, koszty narzędzi i czasy przezbrojeń, eksploatacja obrabiarek, koszty manipulacji materiałami oraz koszty materiałowe i koszty pracy.

Dwa dni wiedzy w pigułce podczas inspirujących Konferencji Technicznych Axon Media już 5 i 6 października w Szczecinie. To gratka dla specjalistów, którzy chętnie poszerzają wiedzę oraz cenią praktyczne porady o technologiach.
Po czterech intensywnych dniach targi ITM Industry Europe, Modernlog, 3D Solutions, Subcontracting dobiegły końca. To była udana edycja z kolejnymi pobitymi rekordami. Swoją flagową ofertę zaprezentowało blisko 1000 wystawców z kraju i z zagranicy. Efektownie zaaranżowane stoiska zajęły aż 26.500 m2. Ekspozycja nowoczesnych maszyn, robotów i specjalistycznych urządzeń przyciągnęła do Poznania 18.573 zwiedzających profesjonalistów.

Technologie CNC monopolizują obróbkę skrawaniem. Skomplikowane procesy obróbki , coraz bardziej wymagające materiały, a co za tym idzie- dobór optymalnych narzędzi. Im bardziej wymagający materiał obrabiany, tym większej specjalizacji oczekuje się od zastosowanych narzędzi.
Frezowanie to jedna z najpopularniejszych metod obróbki skrawaniem metali. Pozwala ona uzyskać złożone kształty i powierzchnie, gwarantując wysoką wydajność produkcji. Jakość efektów frezowania zależy od szeregu czynników, takich jak między innymi rodzaj materiału i frezu, parametry obróbki czy umiejętności operatora maszyny.
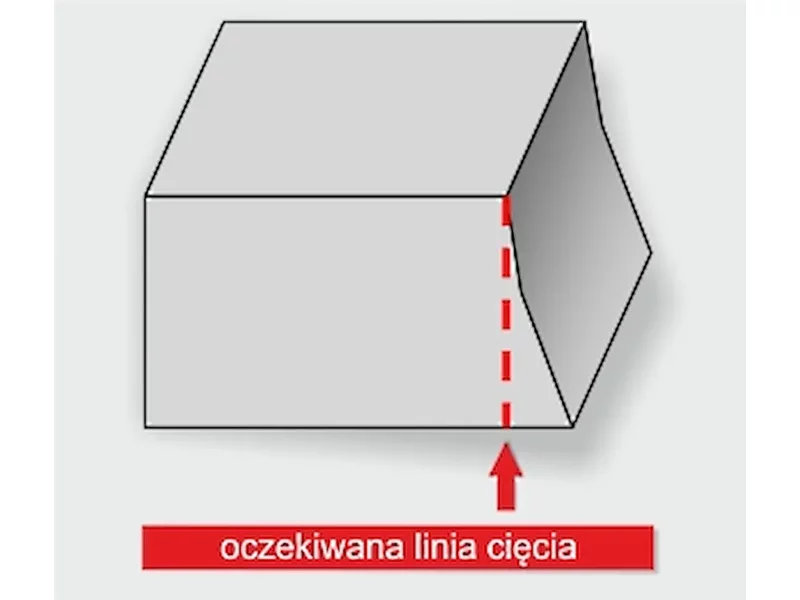
Cięcie nieprostopadłe, określane również ukosowaniem, oznacza brak prostopadłości ciętej powierzchni. Zdarza się, że w trakcie cięcia metalu niektórzy operatorzy przecinarek taśmowych maksymalnie zapełniają ramiona imadła, chcąc w ten sposób przyśpieszyć cały proces. Niestety bardzo często takie działanie prowadzi do wystąpienia nieprostopadłego cięcia. Nie jest to jednak jedyna przyczyna.
Wybranie firmy, która w profesjonalny i zgodny z najwyższymi standardami sposób zrealizuje usługi związane z obróbką metali – cieplnej, plastycznej bądź skrawaniem – zawsze powinno być poprzedzone researchem.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









