 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Podczas obróbki: stali hartowanych, stali nierdzewnych i stopów wysokotemperaturowych, narzędzia narażone są na duże obciążenia termiczne. Oerlikon Balzers, wiodący dostawca w zakresie wysoko wydajnych rozwiązań powierzchniowych, ustanawia nowy standard branżowy wprowadzając powłokę BALIQ TISINOS PRO. Ta cienka warstwa PVD zmniejsza obciążenia przenoszone przez narzędzia i istotnie poprawia odporność na zużycie (obróbka stali do 70 HRC). Klienci korzystają z dłuższej żywotności narzędzia i wysokiej jakości produktu.

Produktywność skrawania metalu zależy od precyzyjnych obrabiarek i zaawansowanych narzędzi skrawających. Ale ważne jest także połączenie pomiędzy narzędziem skrawającym a wrzecionem maszyny, czyli oprawka narzędziowa. Producenci oprzyrządowania oferują szeroki wybór oprawek narzędziowych, z których każda została zaprojektowana tak, aby zapewniała optymalną wydajność w określonych zastosowaniach obróbki skrawaniem.

Nowe głowice Double Quattromill® 14 firmy Seco Tools umożliwiają optymalizację operacji planowania w warsztatach z obrabiarkami o małej mocy.

SCHUNK wkracza w nową erę produkcji oprawek narzędziowych: już od września 2020 dostępna jest sensoryczna hydrauliczna oprawka narzędziowa iTENDO - najbardziej czuła oprawka narzędziowa na rynku. Po raz pierwszy możliwe jest monitorowanie procesów obróbki metalu z dużą rozdzielczością bezpośrednio na narzędziu oraz sterowanie parametrami skrawania w czasie rzeczywistym. Wymagany czujnik przyspieszenia i elektronika są zintegrowane z oprawką narzędziową bez wpływu na jej kontur kolizyjny i inne właściwości.
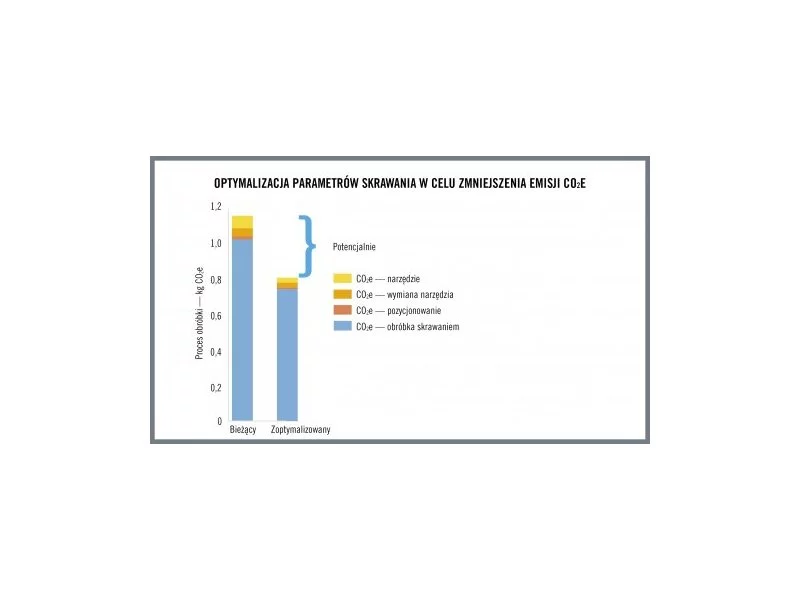
Firma Seco dysponuje już sprawdzonymi metodami analizy cyklu życia własnych produktów oraz mapowania procesów produkcyjnych pod kątem redukcji wpływu przedsiębiorstwa na środowisko. Kolejnym krokiem jest oferowanie klientom rozwiązań redukujących emisję dwutlenku węgla w ich procesach.
Obróbka metali na maszynach CNC jest jedną z najbardziej rozwiniętych metod produkcji części metalowych dla przemysłu na świecie. Stanowi ona kolejne ogniwo w rozwoju stosowanej od lat technologii obróbki skrawaniem. Przez wiele lat do obróbki metali wykorzystywano maszyny konwencjonalne, których ruchy robocze były wywoływane przez operatora przy pomocy dźwigni lub pokręteł. Powodowało to szereg niedogodności związanych z tym, że proces był w dużej mierze uzależniony od człowieka będącego operatorem maszyny.
VQ, najbardziej zaawansowana seria frezów trzpieniowych Mitsubishi Materials została ostatnio rozszerzona o nowy innowacyjny typ. Najnowsze frezy VQ-CS obejmują typy VQJCS i VQLCS o średniej i długiej części roboczej, przeznaczone do specjalnych operacji obróbki zgrubnej superstopów żaroodpornych. Mogą one być także zastosowane do obróbki hartowanych stali nierdzewnych, a nawet innych materiałów takich, jak miedź i jej stopy, jak również stali węglowych i stopowych.
Osiągnięcie maksymalnej produktywności i dochodowości operacji obrabiania wynika z optymalizacji całego procesu skrawania. Podstawą tych starań jest inteligentne zastosowanie parametrów narzędzi skrawających w połączeniu z pełnym wykorzystaniem możliwości obrabiarki.

Nowe rozwiązania w obszarze technologii skrawania metali mogą zapewnić maksymalne korzyści ekonomiczne, pod warunkiem, że proces obróbki jest opisany jako jeden spójny model.

Jednym z najważniejszych wymagań, które stawia się producentom maszyn i urządzeń jest elastyczność, czyli możliwość zmiany parametrów produkcji w wymaganym przez klienta zakresie, przy zachowaniu wysokiej wydajności.
Transformacja cyfrowa zachodzi na bardzo różnych poziomach dojrzałości dla różnych organizacji. Ostatnie wydarzenia związane z wybuchem pandemii i koniecznością nagłej zmiany stylu pracy ten poziom zweryfikowały, wskazując istotę operacjonalizacji inicjatyw cyfrowych. Wiele barier – jak brak odpowiednich kompetencji, przestarzałe metody – zostało wziętych pod lupę i stało się tematem wewnętrznych dyskusji o praktykach pracy często nie nadążającymi i nieaktualnymi w świetle nowego biznesowego krajobrazu.

Wiele na ten temat może powiedzieć francuska firma Figeac Aero, która dzięki frezom ASPX z 4-krawędziowymi płytkami poprawiła zdolności produkcyjne, przy jednoczesnej redukcji kosztów.
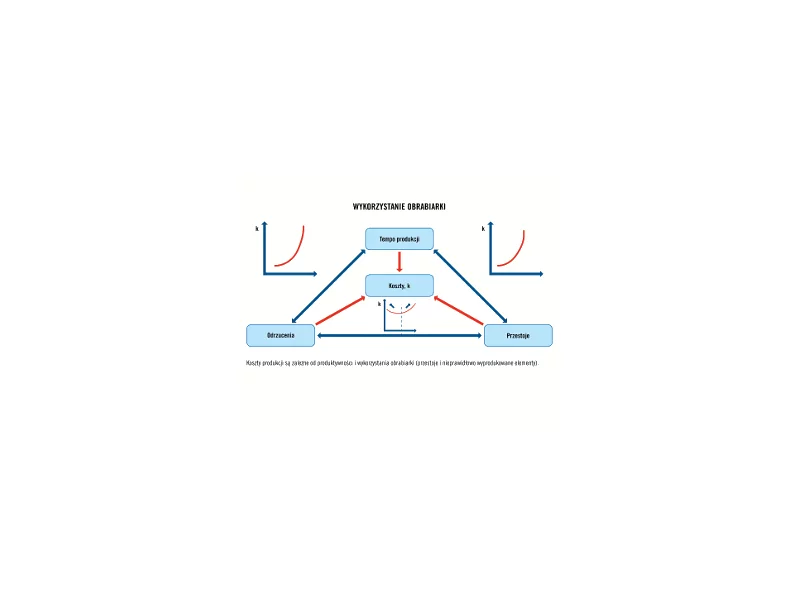
Chociaż producenci mają w pracy styczność z różnymi częściami, materiałami elementów obrabianych i procesami obróbki skrawaniem, ich wspólnym celem jest obróbka określonej liczby elementów o pożądanej jakości, w określonym czasie i za odpowiednią cenę.

Targi Intec odbywają się Lipsku w dniach 5–8 luty 2019 r. W ich trakcie firma SCHUNK prezentuje odwiedzającym targi specjalistom najważniejsze rozwiązania z zakresu skrawania metalu i automatyzacji produkcji.

Na wybór odpowiedniej mocy lasera fiber wpływa nie tylko rodzaj projektu, ale też rozmiar, grubość oraz rodzaj obrabianego materiału. Razem z grubością elementu, wzrasta moc potrzebna do wykonania jego obróbki. Lasery światłowodowe odznaczają się wysoką precyzją, żywotnością i wydajnością, ale nawet mocne maszyny, mające 6000 W można używać do cięcia materiałów o maksymalnej grubości 30 mm. Dobór odpowiedniej mocy ma również wpływ na szybkość i jakość cięcia. Odpowiednie dobranie parametrów zapewnia precyzyjną obróbkę oraz brak niechcianego uszkodzenia materiału.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









