 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.






WPŁYW PARAMETRÓW PRZETWÓRCZYCH NA JAKOŚĆ WYPRASEK

Asortyment głowic frezarskich typu AXD został obecnie rozszerzony o głowice mocowane na gwint o średnicach od Ø25 do Ø40. Wprowadzenie głowic mocowanych na gwint zapewnia większą wszechstronność i wydajność dzięki szybszej możliwości wymiany narzędzia. Ponadto głowice o małej średnicy umożliwiają obróbkę małych kieszeni i miejsc o ograniczonym dostępie w komponentach o skomplikowanym kształcie.

Żurawie stacjonarne dedykowane są do pracy w zakładach produkcyjnych zajmujących się obróbką stali, spawalnictwem, metalurgią.

BALINIT ALCRONA została wprowadzona na rynek w 2004 roku. Była to uniwersalna powłoka do nacinania kół zębatych, frezowania, jak również do obróbki plastycznej, tłoczenia i wykrawania. Rozwiązanie to pozwoliło klientom znacznie poprawić wydajność narzędzi i obniżyć koszty wytwarzania. BALINIT ALCRONA EVO, stanowi już trzecią generację tej uniwersalnej powłoki PVD. Trwałość narzędzi z pokryciem BALINIT ALCRONA EVO jest o ponad 30% wyższa porównując do swojej poprzedniczki. Wysoka odporność na zużycie BALINIT ALRCONA EVO powoduje zmniejszenie naddatku przy ostrzeniu, co zwiększa m.in. liczbę cykli regeneracji. Pozwala to na uzyskanie wymiernych oszczędności, a klienci mogą znacznie obniżyć koszty zakupu nowych narzędzi.
WAREHOUSE EXCELLENCE 4.0 - wdrożenia, wyzwania, trendy to dwa spotkania online organizowane przez firmę MOVIDA, lidera w organizacji wydarzeń dla kadry menedżerskiej.

Obecnie przedsiębiorstwa działają w warunkach gospodarki rynkowej, co zmusza je do stałego konkurowania z innymi podmiotami. Uzyskanie przewagi zależy przede wszystkim od wdrażania rozmaitych rozwiązań skutkujących optymalizacją produkcji. Najważniejsze z nich zostaną wymienione i pokrótce scharakteryzowane w dalszej części artykułu.

Firma Mitsubishi Materials opracowała nową serię gatunków, przeznaczonych zarówno do frezowania, jak i toczenia.

Seria MC5100 to nowe gatunki płytek tokarskich pokrywane metodą CVD do toczenia żeliw z dużą prędkością i do toczenia przerywanego. W procesie odlewania żeliwa produkowane są detale o skomplikowanej geometrii. Podczas obróbki różnych gatunków żeliwa powstaje inny wiór, co może powodować różnego typu uszkodzenia płytek. Podobnie skomplikowane kształty wytwarzane w odlewach stwarzają wyzwania, ponieważ kontakt z przedmiotem obrabianym może spowodować nagłe przejście z obróbki ciągłej na przerywaną. W odpowiedzi na te wyzwania w Mitsubishi Materials opracowano nowe gatunki płytek, które przystosowane zostały do obróbki detali o dowolnej geometrii, z dowolnego gatunku żeliwa.
Nieustanna konkurencja w przemyśle metalowym, szczególnie zaś w produkcji detali z arkuszy blach, wymaga od graczy sięgania po nowe technologie ograniczające koszty i przyspieszające realizacje zamówień.
Toczenie stali to proces oparty na obróbce wiórowej materiału, przy pomocy noży tokarskich. Stal montuje się na uchwycie tokarki, która wprawia materiał w ruch wirowy. Nóż tokarski przesuwając się równolegle lub prostopadle względem osi obróbki, precyzyjnie usuwa wierzchnią warstwę materiału, wydobywając ze stali pożądany kształt.

Konwencjonalne wiercenie głębokich otworów, zwłaszcza otworów o małej średnicy to zwykle proces powolny i zawodny. Wiertła specjalnego przeznaczenia mini DVAS były projektowane od początku z myślą o wierceniu otworów o małych średnicach w różnych materiałach.
Co jest najistotniejsze w zarządzaniu energią? Wydajność, minimalizacja kosztów i bezpieczeństwo. Te trzy zagadnienia zostaną dokładnie omówione podczas wydarzenia. Cenieni specjaliści z branży opowiedzą, jak zapewnić ciągłość i bezpieczeństwo produkcji oraz zmniejszyć koszty, nie obniżając wydajności.
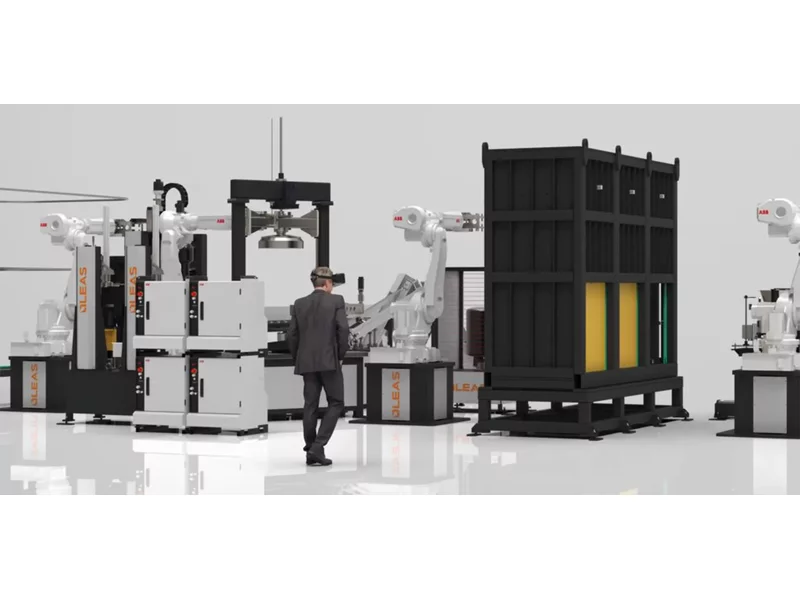
Zrobotyzowana symulacja i wirtualna rzeczywistość do podglądu potencjału rozwiązań leas.

Rynek targów przemysłowych w Polsce jest bardzo szeroki, w samym EXPO Kraków odbywa się ich kilka w ciągu roku.

Niekontrolowane wibracje stwarzają wiele problemów pojawiających się podczas skrawania. Zmienne siły występujące w procesie skrawania wywołują wibracje i drgania narzędzia, skutkujące pogorszeniem jakości powierzchni obrabianego detalu, szybkim zużyciem lub pękaniem ostrza narzędzia oraz uszkodzeniem elementów obrabiarki.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









