 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.






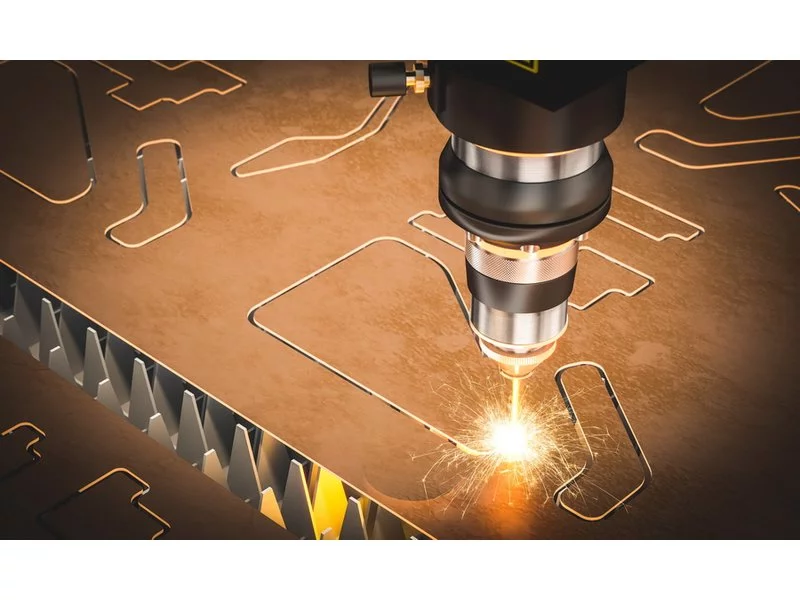
Decydując się na cięcie metalu laserem możemy pozwolić sobie na wysokie oczekiwania wobec efektu. Cięcie metalu laserem to dziś najpowszechniej stosowana technika.

Siedemdziesiąt lat temu, w 1950 roku, przedsiębiorca, wynalazca i wizjoner Carl Klingspor opracował produkt, który radykalnie zmienił proces obróbki metalu. Projekt szybkoobrotowych tarcz do cięcia zrewolucjonizował proces cięcia i szlifowania metalu. Klingspor i gama tarcz Kronenflex to dziś synonim efektywności, szybkości i bezpieczeństwa pracy.

Siatka cięto-ciągniona, przemysłowy produkt, powstały podczas nacinania i rozciągania metalu, procesu wykonywanego na nowoczesnych maszynach.

Jesienią w stolicy Górnośląsko-Zagłębiowskiej Metropolii po raz kolejny spotkają się przedstawiciele branży spawalniczej z całej Europy. Wszystko za sprawą 9. targów ExpoWELDING (15-17 października 2024). W Międzynarodowym Centrum Kongresowym w Katowicach zaprezentowane zostaną najnowsze rozwiązania i technologie, a spotkanie będzie również okazją do dyskusji o bieżących problemach i wyzwaniach branży.

Salon Technologii Obróbki Metali wraz ze wszystkimi wydarzeniami towarzyszącymi okazał się w 2023 roku pełnym sukcesem. Zespół pracujący przy organizacji Przemysłowej Wiosny już pracuje nad tym, aby edycja 2024 była jeszcze lepsza!

Niespotykane dotąd zmiany dotykają obecnie różne branże. Nowe technologie z jednej strony dają nowe możliwości, ale z drugiej stanowią wyzwanie. Jakie są wyzwania i czym jest Przemysł 4.0 w świecie obróbki cieplnej metalu?

Elewacyjne siatki z metalu, nazywane też często siatkami fasadowymi to przykład tego jak metal poddany odpowiedniej, precyzyjnej obróbce może stać się w efekcie końcowym prawdziwym dziełem sztuki.

SCHUNK wkracza w nową erę produkcji oprawek narzędziowych: już od września 2020 dostępna jest sensoryczna hydrauliczna oprawka narzędziowa iTENDO - najbardziej czuła oprawka narzędziowa na rynku. Po raz pierwszy możliwe jest monitorowanie procesów obróbki metalu z dużą rozdzielczością bezpośrednio na narzędziu oraz sterowanie parametrami skrawania w czasie rzeczywistym. Wymagany czujnik przyspieszenia i elektronika są zintegrowane z oprawką narzędziową bez wpływu na jej kontur kolizyjny i inne właściwości.

Pomagają w tym dostępne w systemie abas ERP narzędzia do realizacji wysyłki. Obejmują one funkcje planowania wysyłek, zarządzania opakowaniami, komisjonowania oraz obsługi odpraw celnych i eksportu. Pozwalają przyspieszyć kontrolę zleceń pod kątem kompletności, przyspieszyć przetwarzanie faktur za transport, śledzić znajdujące się w obiegu kontenery transportowe i w konsekwencji terminowo realizować zamówienia do klientów.
Już 9 kwietnia we Wrocławiu dwa specjalistyczne wydarzenia w jednym miejscu i czasie!

Jak wiadomo, popularność metalu jest naprawdę bardzo duża. Materiał ten otacza nas niemalże wszędzie. Od wielkich konstrukcji budowlanych, szkieletów budynków, tory kolejowe, aż po małe przedmioty, jak okucia mebli, puszki, opakowania czy biżuterię. Jest powszechnie ceniony za podatność na modyfikacje, a jednocześnie wysoki stopień wytrzymałości. Jeden ze stopów metali, brąz, towarzyszy nam już od czasów starożytności. Niegdyś go przetapiano i w ten sposób formowano przedmiot, który chciano wytworzyć. Było to ułatwione, ponieważ brąz jest miękkim metalem i nie trzeba go było ciąć. Dzisiaj cięcia metalu dokonuje się coraz częściej laserowo ze względu na wykorzystanie coraz to twardszych i mocniejszych stopów tego materiału.
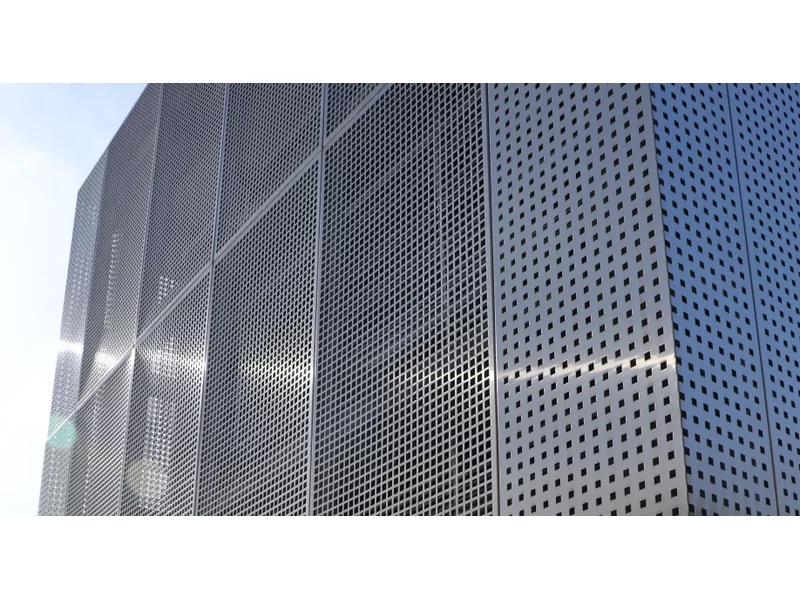
BLACHA PERFOROWANA to blacha z metalu, z precyzyjnie wykonanymi otworami, które wykonywane są na nowoczesnych prasach perforujących.

Technologie CNC monopolizują obróbkę skrawaniem. Skomplikowane procesy obróbki , coraz bardziej wymagające materiały, a co za tym idzie- dobór optymalnych narzędzi. Im bardziej wymagający materiał obrabiany, tym większej specjalizacji oczekuje się od zastosowanych narzędzi.
Tegoroczna edycja spotkania fachowców związanych zawodowo z procesami produkcyjnymi odbędzie się 9 kwietnia w Kompleksie Hali Stulecia we Wrocławiu.

Klienci zgłaszali zapotrzebowanie na nowy gatunek węglika, który umożliwiłby zwiększenie prędkości skrawania podczas frezowania stopu tytanu 6Al4V, zamiast zwiększania prędkości posuwu lub głębokości frezowania, skutkujących zwiększeniem siły działającej na obrabiany przedmiot, uchwyt i wrzeciono maszyny.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.










