 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Najnowszy raport Ekspertów Międzynarodowej Federacji Robotyki (IFR) informuje, że roboty przemysłowe stworzyły blisko 10 milionów miejsc pracy, a w ciągu najbliższych siedmiu lat dzięki robotom powstanie od 2 do 3,5 miliona nowych miejsc pracy na świecie.
Klasyfikacja ISO P materiałów obrabianych obejmuje metale nazywane ogólnie stalami. Stale nie stanowią oczywistego wyzwania na poziomie materiałów jak w przypadku żaroodpornych stopów przeznaczonych dla przemysłu lotniczego, ale stopy stali i żelaza to najpopularniejszy typ materiałów, stosowany we wszystkich branżach.
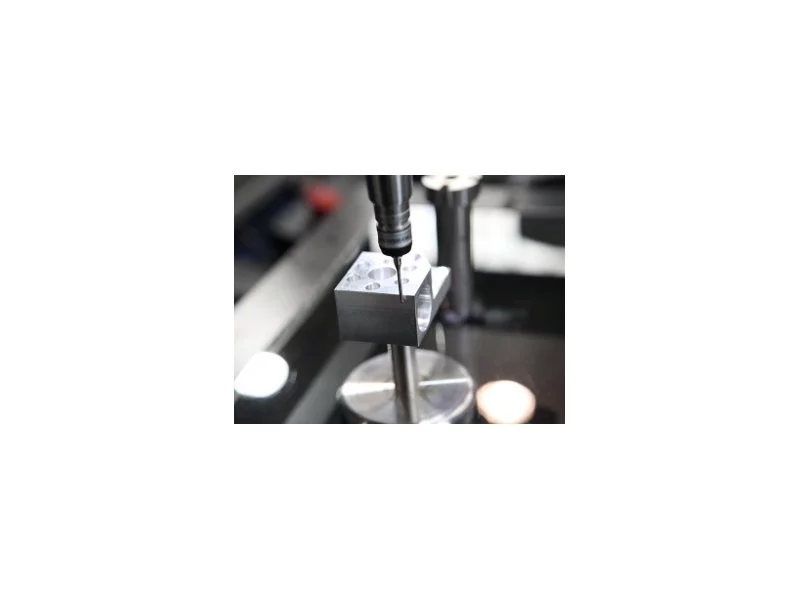
Łącząc wirtualne z realnym: Siemens pokazuje jak oprogramowanie PLM współpracuje z systemami produkcyjnymi i urządzeniami do produkcji części Virtual machine pozwala na skrócenie czasu rozruchu aż do 90%
Ułatwianie i przyśpieszanie procesów produkcji, a przede wszystkim zwiększanie poziomu efektywności przedsiębiorstw z sektora obróbki metalu to nadal najważniejsze cele firmy Lantek.
W Polsce organizowanych jest kilka targów dedykowanych sektorowi przemysłowemu, jednakże statystyki potwierdzają – ITM Polska są uznawane przez wystawców, zwiedzających, a także profesjonalistów za wydarzenie najważniejsze dla branży.
Jak najefektywniej odzyskiwać metale rzadkie i towarzyszące? W którym kierunku podążają obecnie ich zastosowania w przemyśle? Jak zmniejszyć obciążenie środowiska działalnością człowieka, a równocześnie zarobić na odpadach przemysłowych i gospodarczych?
Wybór systemu ERP o odpowiedniej funkcjonalności to ważna decyzja, gdyż zazwyczaj firma wiąże się z dostawcą systemu na wiele lat. Jednym z niedocenianych a istotnych elementów wdrożenia, który może zadecydować o sukcesie całego projektu, jest metodyka wdrożenia.

CATIA V6 - wirtualna platforma PLM wspomagająca wytwarzanie narzędzi

Firma 3D MASTER zaprasza na przedpremierowe testowanie programu ZW3D 2014 Beta. Wersja Beta 2014 ZW3D jest szansą na wypróbowanie najnowszych funkcji i usprawnień programu oraz pozwala na przekazanie swoich opinii bezpośrednio producentowi – firmie ZWSOFT.

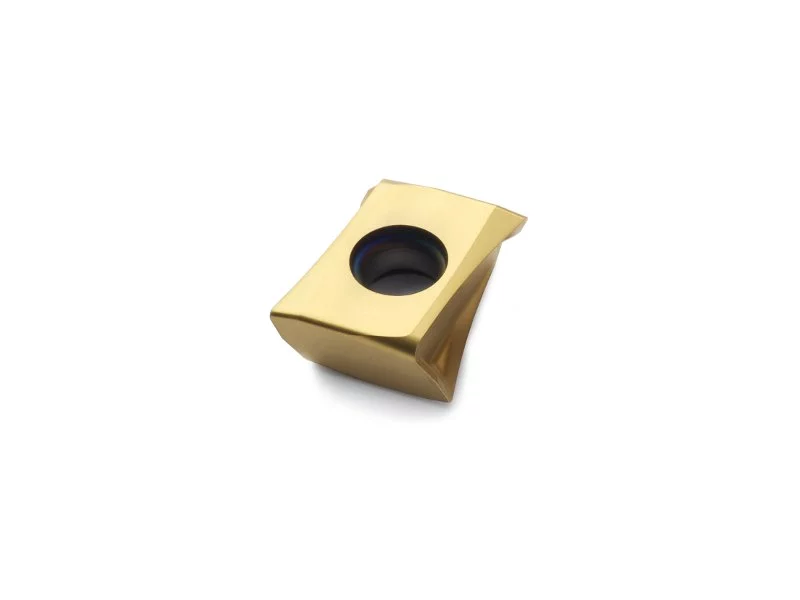
Podstawowe cele operacji przecinania i rowkowania są identyczne z celami ogólnych operacji toczenia: uzyskanie pożądanego kształtu obrabianej części, spełnienie wymogów dotyczących dokładności i maksymalizacja produktywności.

Wobec obecnie stosowanych systemów dostarczania chłodziwa* istnieją duże oczekiwania, wykraczające poza funkcję chłodzenia podczas procesu skrawania.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









