 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







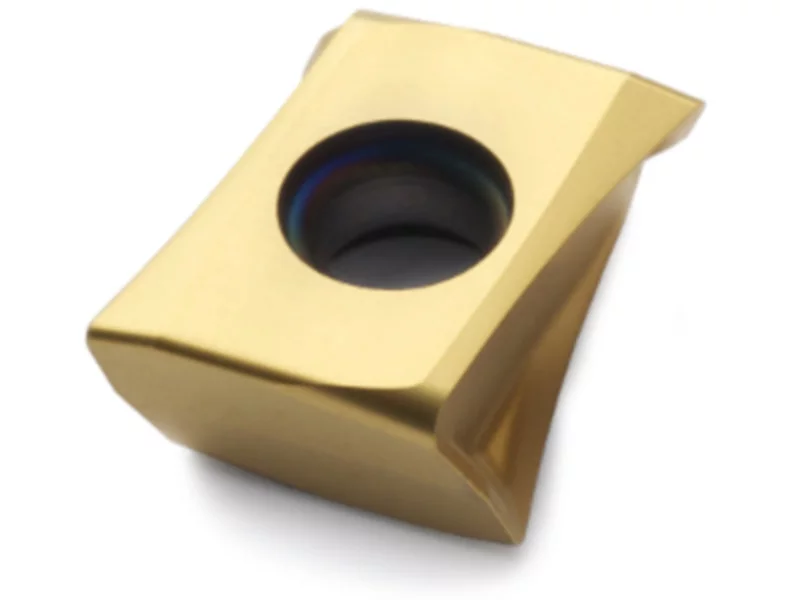
26-06-2014
Firma Seco wprowadziła nową geometrię M06 do asortymentu płytek XOEX10T3, aby zapewnić większą trwałość narzędzia i obniżyć koszty obróbki skrawaniem stali nierdzewnej i stopów tytanu, m.in. za pomocą frezów do wybrań kątowych Turbo 10.

23-07-2014
Nowe frezy do planowania Seco Double Octomill do pracy z dużym posuwem zostały zaprojektowane tak, aby zwiększyć tempo usuwania materiału podczas obróbki stali i żeliwa. Są one wyposażone w płytki o 16 krawędziach skrawających, co zapewnia ich wszechstronność i produktywność, a także zwiększa ekonomiczność obróbki zgrubnej.
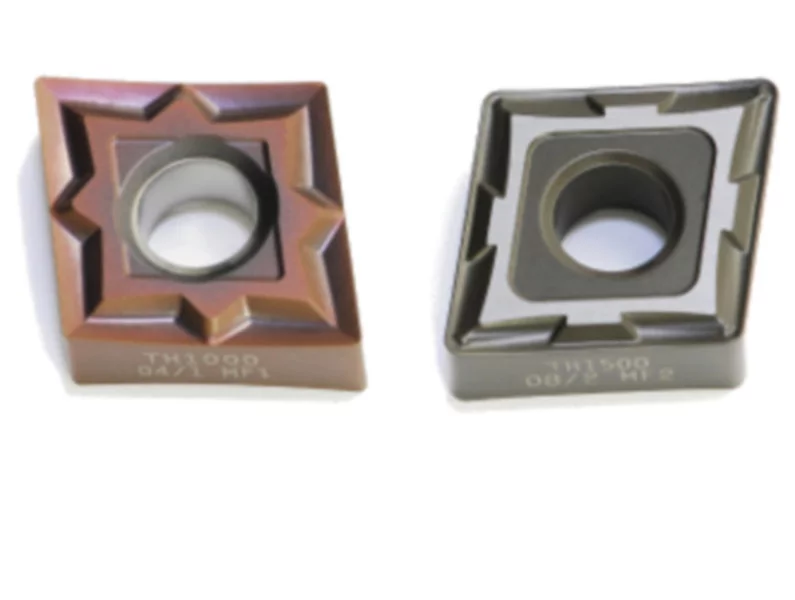
06-08-2014
Firma Seco rozszerzyła zakres rozwiązań do obróbki wymagających materiałów o nowe wysokowydajne gatunki do toczenia: TH1000 i TH1500. Są dostępne zarówno z wersji ujemnej, jak i z centralnym mocowaniem i znacząco zwiększają wydajność i stabilność procesów.
04-09-2014
Klasyfikacja ISO P materiałów obrabianych obejmuje metale nazywane ogólnie stalami. Stale nie stanowią oczywistego wyzwania na poziomie materiałów jak w przypadku żaroodpornych stopów przeznaczonych dla przemysłu lotniczego, ale stopy stali i żelaza to najpopularniejszy typ materiałów, stosowany we wszystkich branżach.

25-09-2014
Nowe pełnowęglikowe frezy walcowo-czołowe Jabro-Solid2 firmy Seco obejmują ponad 470 uniwersalnych produktów sprawdzających się w obróbce wszystkich popularnych materiałów, od stali po stopy tytanu — to szerszy zakres zastosowań niż w przypadku poprzedniej generacji.

13-10-2014
Firma Seco niedawno rozszerzyła asortyment produktów do wykonywania otworów o nowe gwintowniki Threadmaster™ Tap i wiertła Seco Feedmax™ Universal.
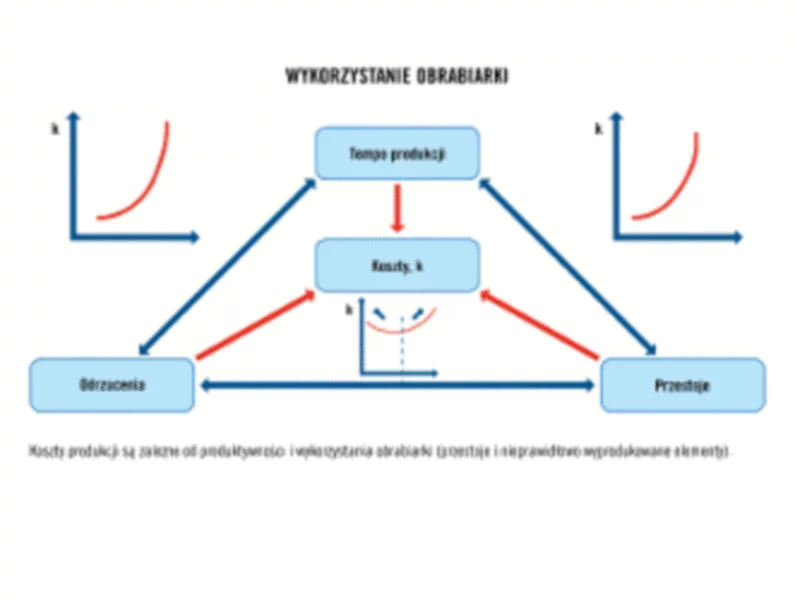
30-10-2014
Najważniejszym założeniem obróbki skrawaniem jest produkcja precyzyjnie wykonanych części przy jak najmniejszym nakładzie kosztów, doprowadzając do maksymalnego zwiększenia zysków.

13-11-2014
Firma Seco wprowadziła niedawno nowe końcówki do dużych posuwów z bezpośrednim chłodzeniem należące do systemu frezowania Minimaster Plus o wymiennych końcówkach.
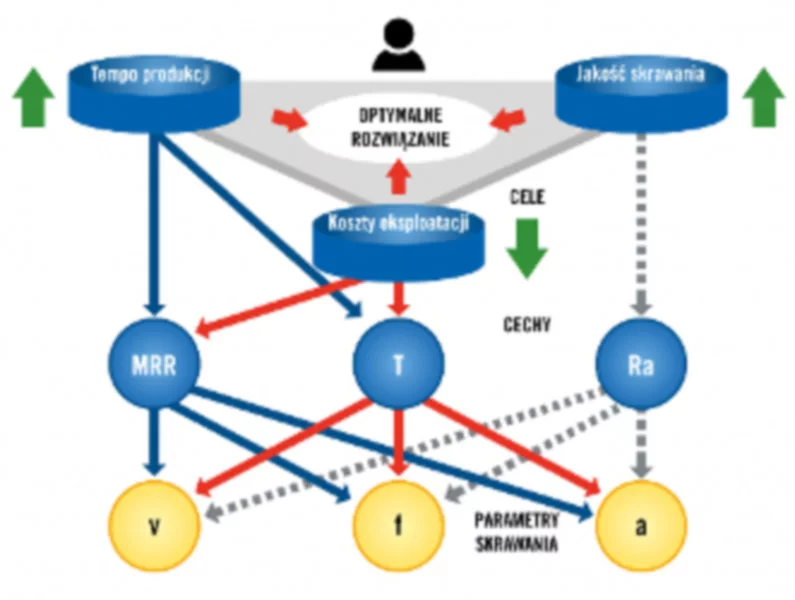
25-11-2014
Osiągnięcie maksymalnej produktywności i dochodowości operacji obrabiania wynika z optymalizacji całego procesu skrawania. Podstawą tych starań jest inteligentne zastosowanie parametrów narzędzi skrawających w połączeniu z pełnym wykorzystaniem możliwości obrabiarki.
07-01-2015
O produktywnej obróbce skrawaniem w żadnym wypadku nie można powiedzieć, że jest prosta jak „bułka z masłem”. Jednym z głównych powodów jest fakt, że tutaj, w przeciwieństwie do pieczenia, nie ma możliwości zastosowania uniwersalnej mąki do każdego przepisu.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









