 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.








Produkcja konstrukcji metalowych obejmuje szeroki zakres działań – od prostych prac spawalniczych do specjalistycznych stanowisk obróbki laserowej. Firmy działające w tej branży potrzebują elastycznego partnera, reagującego na potrzeby klienta, zapewniającego wsparcie technologiczne od procesów tradycyjnych po nowe procesy cięcia, spawania i powlekania.


Spawarka laserowa WS-CWM to urządzenie 3 w 1, które łączy ze sobą funkcję precyzyjnego spawania z możliwością cięcia i czyszczenia.

Umożliwia przygotowanie do spawania płaszczyzn wykonanych z żelaza, stali (do 60kg/mm2), nierdzewnej stali, mosiądzu, miedzi i aluminium.

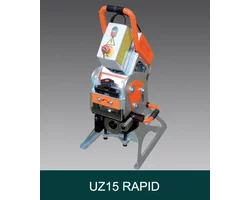
Bardzo wydajna maszyna z posuwem automatycznym do przygotowania krawędzi do spawania w przemyśle maszynowym, przy produkcji kotłów, urządzeń, budowie statków, w spawalniczych warsztatach szkolnych, przy produkcji zbiorników itp.


Spawanie metodami MIG (Metal Inert Gas – w osłonie gazów obojętnych) i MAG (Metal Active Gas – w osłonie gazów aktywnych) obejmuje grupę procesów spawania łukowego z wykorzystaniem energii cieplnej generowanej przez łuk elektryczny prądu stałego, w celu stopienia elementu spawanego i materiału elektrody topliwej w obszarze spoiny.


Proces RAPID WELD stostuje się, gdy wymagane są duże wartości stapiania i głębokości penetracji przy wysokich prędkościach spawania. Jest szczególnie polecany w sektorach, takich jak przemysł ciężkich konstrukcji stalowych, przemysł stoczniowy i budowa zbiorników.

Stop o doskonałej odporności na korozję w wielu trudnych warunkach. Wysoka zawartość molibdenu czyni stop szczególnie odpornym na korozję wżerową i szczelinową. Niska zawartość węgla zmniejsza wytrącanie węgla podczas spawania, aby utrzymać odporność na korozję w spawanych konstrukcjach.

Jest to najbardziej czysta forma ze stopów aluminium i najczęściej stosowany stop w przypadku blach. Stop ten charakteryzuje się dobrymi właściwościami w przypadku gięcia i spawania, jest też odpowiedni do obróbki powierzchniowej.


Jest to najbardziej czysta forma ze stopów aluminium i najczęściej stosowany stop w przypadku blach. Stop ten charakteryzuje się dobrymi właściwościami w przypadku gięcia i spawania, jest też odpowiedni do obróbki powierzchniowej.


Wąż do przesyłu acetylenu to niezbędny komponent stanowiska spawania gazowego.


Produkowane przez naszą firmę śruby występują m. in. jako modele z łbem sześciokątnym, radełkowanym, kulistym, walcowym, grzybkowym etc. W zależności od przeznaczenia wyróżnia się m. in. modele wytrzymałościowe, fundamentowe, do spawania itp.


To kraty składane i punktowo spawane wykonane w technologii krat kartonowych, lecz z ukośnymi nałożonymi pod kątem 45° płaskownikami poprzecznymi, całość połączona jest metodą spawania punktowego. Wysokość płaskowników nośnych i poprzecznych: 20, 25, 30, 35, 40 mm, grubość: 2 mm.

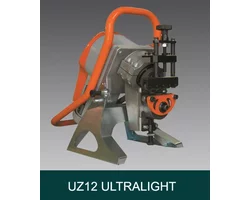
Maszyna przygotowująca wycinek krawędzi przed kolejną operacją spawania metodą TIG. Wykonuje wycinki o kątach 15°/30° i 45°/90° dla rur stalowych i miedzianych w zakresie średnic od 60 do 400 mm i grubości od 0,4 do 1 mm. Zastosowany w maszynie specjalny, podwójny trzpień optymalizuje produkcję i znacznie skraca czas potrzebny na przezbrojenie.


Wąż podwójny do tlenu i acetylenu TWIN HOSE to kompleksowe rozwiązania dla każdej stacji roboczej spawania gazowego.


Linde od lat jest zaangażowanym i doświadczonym partnerem branży spawalniczej.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









