 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.








Z naszymi partnerami współpracujemy również w temacie piaskowania, zwanego inaczej śrutowaniem. Jest to proces polegający na czyszczeniu lub kształtowaniu dowolnej powierzchni strumieniem sprężonego powietrza z dodatkiem twardych cząsteczek. Efekt piaskowania jest podobny do szlifowania, jednak uzyskana powierzchnia jest bardziej gładka.


Wyżarzanie zmiękczające to wysokotemperaturowy proces obróbki cieplnej wykonywany w okolicach punktu A1. Zgodnie z nazwą celem procesu jest jak największe zmiękczenie materiału. Po wyżarzeniu zmiękczającym materiał będzie miał strukturę miękką i łatwą do skrawania.


Wieloletnie doświadczenie w projektowaniu, wykonawstwie i instalacji urządzeń do nagrzewania indukcyjnego umożliwia nam zaoferowanie klientom kompletnych linii technologicznych, których działanie w znacznym stopniu opiera się na technologii wykorzystującej zjawisko indukcji. Są to procesy hartowania, topienia, zgrzewania, wyżarzania lub lutowania indukcyjnego oraz inne.


Mazerowanie to proces, który pozwala nadać blachom nierdzewnym i kwasoodpornym ozdobny wygląd. W tej technice istnieje możliwość naniesienia na powierzchnie ozdobnych kół w różnych rozmiarach. Blchy mazerowane są często stosowane przy produkcji komór chłodniczych, cystern i różnego rodzaju zbiorników.


Najbardziej wymagające komponenty stosowane w przemyśle wymagają zastosowania odpowiedniego procesu do ich produkcji, aby możliwe było zapewnienie odpowiedniej jakości oraz powtarzalności produkowanych części. Proces ten nazywa się obróbką precyzyjną i nasi inżynierowie są prawdziwymi ekspertami w tej dziedzinie.

Krajalnice do styropianu głównie wykorzystywane są w produkcji typowych płyt budowlanych. Proces produkcji płyt budowlanych rozpoczyna się od wytworzenia bloku styropianowego (patrz Blokformy), po okresie leżakowania blok musi zostać pokrojony na odpowiedniej grubości płyty, które następnie są pakow...


W Sabner specjalizujemy się w seryjnej produkcji komponentów metalowych na wydajnych automatach tokarskich. Nasz proces obróbki precyzyjnej na maszynach sterowanych komputerowo doskonale sprawdza się w produkcji części pneumatycznych dla wielu gałęzi przemysłu.


Urządzenie spawalnicze QinTron, stawia czoła trudnym warunkom pracy na hali produkcyjnej i w terenie – QinTron wyróżnia się wysokiej jakości podzespołami i solidną konstrukcją


Grawitacyjne przecinarki taśmowe (GH) umożliwiają cięcie różnego typu materiałów. W przypadku tego typu pił taśmowych ramię przecinarki obsługiwane jest ręcznie. Aby zminimalizować obciążenie pracowników i zarazem zwiększyć ich komfort pracy, w przecinarkach tego typu zastosowano tłumiki hydrauliczne, które regulują prędkość i sprawiają, ze proces cięcia jest płynny.

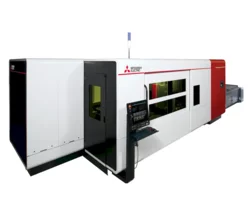
Wycinarki laserowe Mitsubishi GX-F to nowy standard w technologii swiatłowodowej. Nigdy wczesniej proces ciecia nie był tak precyzyjnie monitorowany poprzez zaawansowany układ sensorów dzwiekowych i optycznych dla zapewnienia maksymalnej wydajnosci oraz bezproblemowej obsługi.

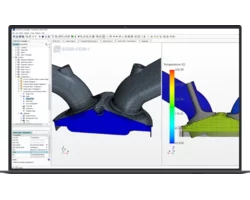
STAR ICE to zaawansowane narzędzie do symulacji przeznaczona dla analityków i konstruktorów, którzy muszą szybko uzyskać wysokiej jakości dane.

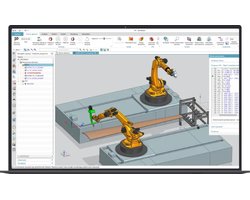
NX CAM jest najbardziej kompleksowym i elastycznym rozwiązaniem wspomagającym proces wytwarzania. Oferuje zaawansowane i łatwe w zastosowaniu mechanizmy służące programowaniu maszyn oraz robotów.


Trawienie usuwa z wierzchniej warstwy metalu zabrudzenia, rdzę a przede wszystkim zgorzel po spawaniu. W efekcie uzyskuje się jednorodną szaro-matową powierzchnię materiału. Po wytrawieniu na powierzchni metalu wytwarza się warstwa tlenków chromu, która znacznie zwiększa odporność chemiczną – proces ten nazywany jest pasywacją. Bardzo często trawienie jest procesem wstępnym przed polerowaniem elektrochemicznym.

Nawęglanie próżniowe (niskociśnieniowe) lub też zwane pod skrótem LPC jest alternatywną technologią do tradycyjnego nawęglania gazowego (atmosferycznego).


W naszej ofercie proces ten jest wykonywany przy pomocy przenośnego urządzenia do bezpyłowej obróbki strumieniowo-ciernej. Zastosowanie odpowiednich szczotek na końcówce głowicy pozwala za pomocą podciśnienia na odciągnięcie ścierniwa i jego powrót do zamkniętego obiegu, gdzie następuje odsysanie pyłów i ich segregacja w systemie filtrowania.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









