 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.








Seria frezów palcowych VQ obejmuje szereg najnowocześniejszych monolitycznych frezów palcowych z węglika.


Wysokowydajne wiertło z wymienną płytką MVX ma wyjątkowo trwały korpus z otworami na chłodziwo.


W swojej ofercie posiadamy piły serii COOL CUT do cięcia stali i metali kolorowych.

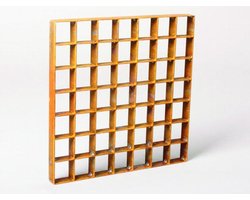
Kraty kortenowe - wykonywane w technologii krat prasowanych ze stali odpornej na korozję atmosferyczną; oczko 33x22, 33x33 i inne; płaskownik nośny 30x2 i inne.


Uniwersalna szlifierka taśmowa do bardzo szerokiego zastosowania. Dzięki zastosowaniu dodatkowych rolek szlifujących możliwości tej maszyny są nieograniczone. Szlifowanie profili, rur z przodu maszyny szlifowanie płaszczyzn z tyłu maszyny jak i również na górnej powierzchni.


Jeśli wymagana jest ochrona przed korozją blach perforowanych lub ich części, najlepszym rozwiązaniem jest cynkowanie ogniowe.


Z naszymi partnerami współpracujemy również w temacie piaskowania, zwanego inaczej śrutowaniem. Jest to proces polegający na czyszczeniu lub kształtowaniu dowolnej powierzchni strumieniem sprężonego powietrza z dodatkiem twardych cząsteczek. Efekt piaskowania jest podobny do szlifowania, jednak uzyskana powierzchnia jest bardziej gładka.


Markery fibrowe WS-RT to wysoko wydajne znakowarki laserowe, służące do grawerowania, znakowania wszelkich metali oraz większości pozostałych materiałów. Dostępne są 2 modele: WS-RT 0101 o polu roboczych 100x100, WS-RT 0202 o polu roboczym 200x200. Dostępne moce: 20,30,50W.

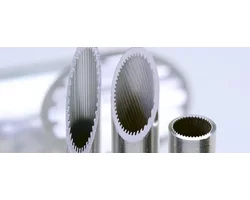
Rury z rowkowaną ścianką wewnętrzną podniosą wydajność transferu ciepła w Twoim produkcie lub rozwiązaniu.


Drut ocynkowany (Z350) • spełnia normę PN-EN 62561-2:2012 Elementy urządzenia piorunochronnego (LPSC) – część 2: Wymagania dotyczące przewodów i uziomów jedynie dla średnicy 8 i 10mm • grubość cynku Zn 350 gm2 tj. 50 µm • materiał wsadowy walcó...


EOS M100 to doskonałe rozwiązanie do jednostkowej i małoseryjnej produkcji drobnych oraz małych elementów.


Wykonujemy sita żaluzjowe do różnych typów i rodzajów kombajnów do zbioru rzepaku, zbóż i kukurydzy. Wszystkie sita są zgodne z oryginałem pod względem wymiarów gabarytowych i sposobu zamocowania w koszu sitowym.


Materiał powłokowy podawany jest w postaci drutu. Podawany on jest w sposób ciągły i topiony w wyniku spalania mieszanki acetylenowo-tlenowej przy pomocy pistoletu FWS – 20. Następnie jest rozpylany przy pomocy sprężonego powietrza na regenerowaną powierzchnię. Przed natryskiwaniem cieplnym wymagana jest obróbka strumieniowo – cierna (piaskowanie).
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.













