 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







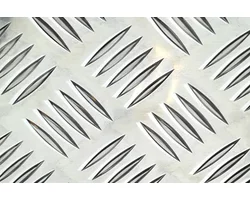
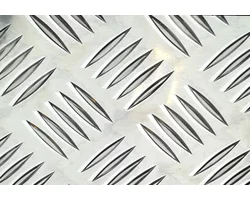
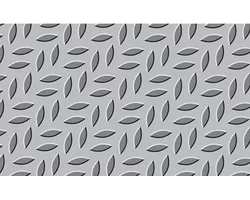
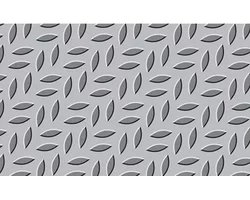
Posiadamy zróżnicowany asortyment płyt ryflowanych, które dostarczamy z wzorem Quintet. W związku z tym należy pamiętać, że grubość płyty mierzy się bez uwzględnienia wysokości wzoru, stąd płyta ryflowana 5/7 ma grubość 5 mm, a wysokość wzoru w tym przypadku to 2 mm.

Posiadamy zróżnicowany asortyment płyt ryflowanych, które dostarczamy z wzorem Quintet. W związku z tym należy pamiętać, że grubość płyty mierzy się bez uwzględnienia wysokości wzoru, stąd płyta ryflowana 5/7 ma grubość 5 mm, a wysokość wzoru w tym przypadku to 2 mm.


Posiadamy zróżnicowany asortyment płyt ryflowanych, które dostarczamy z wzorem Quintet. W związku z tym należy pamiętać, że grubość płyty mierzy się bez uwzględnienia wysokości wzoru, stąd płyta ryflowana 5/7 ma grubość 5 mm, a wysokość wzoru w tym przypadku to 2 mm.

Posiadamy zróżnicowany asortyment płyt ryflowanych, które dostarczamy z wzorem Quintet. W związku z tym należy pamiętać, że grubość płyty mierzy się bez uwzględnienia wysokości wzoru, stąd płyta ryflowana 5/7 ma grubość 5 mm, a wysokość wzoru w tym przypadku to 2 mm.

Posiadamy zróżnicowany asortyment płyt ryflowanych, które dostarczamy z wzorem Quintet. W związku z tym należy pamiętać, że grubość płyty mierzy się bez uwzględnienia wysokości wzoru, stąd płyta ryflowana 5/7 ma grubość 5 mm, a wysokość wzoru w tym przypadku to 2 mm.


Produkujemy różne części do kombajnów zbożowych na podstawie dostarczonej dokumentacji lub wzorów.


Hybrydowe prasy krawędziowe CNC seria APHS-H - maszyny do obróbki plastycznej blachy Polteknik.


Automatyzacja procesów m.in.: technika sterowania i remote I/O, wyspy zaworowe, zawory pilotowe, skrzynki z czujnikami.


Oferujemy aż osiem grup produktowych z zakresu techniki liniowej oraz indywidualne rozwiązania konstrukcyjne, wykorzystywane w budowie maszyn i urządzeń.


Gotowe do montażu jednostki liniowe item: skonfigurowana technika liniowa dopasowana do różnych prędkości, obciążeń użytkowych, stopni precyzji i różnych wartości skoku.


Z uwagi na ograniczony ruch każdego narzędzia w prasie, często nie da się zrealizować wszystkich specyficznych procesów formowania tylko w jednym narzędziu. Dopiero wraz z wprowadzeniem suwaków narzędziowych, które dzięki zmianie kierunku realizują proces formowania złożonych geometrii, stało się możliwe obniżenie liczby narzędzi i związanych z tym kosztów.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.

















