 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.








Polecamy wysokiej klasy środki chemiczne firmy DERUSTIT do czyszczenia i odtłuszczania stali nierdzewnej. Produkty są proste w użyciu a ich zastosowanie zapewni odpowiednie oczyszczenie powierzchni materiału.

Układ sterowania ciągle optymalizuje piec w kierunku najwyższej wydajności bez niewykorzystanych przestrzeni niezależnie od konfiguracji produktów wsadu. Ciągły i zoptymalizowany przepływ materiału prowadzi do bardziej wydajnego wykorzystania energii.

Corr-I-Dur® to prawnie zastrzeżona obróbka cieplno-chemiczna firmy Bodycote do jednoczesnego poprawienia odporności na korozję i zużycie dzięki tworzeniu na powierzchni materiału warstw azotko-tlenkowych.

Abrazyjne systemy doprowadzania sterują całym przebiegiem zasilania ścierniwem instalacji do cięcia strumieniem wody.


W celu dopasowania oferty do Państwa potrzeb firma ANBI-TECH S.C. postawiła na wydajne i nowoczesne technologie pozwalające na efektywne przetwarzanie materiału, w tym toczenie CNC. Produkujemy detale metodą obróbka skrawaniem CNC.

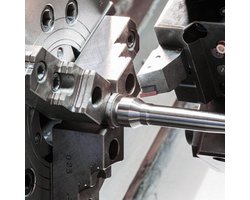
Toczymy elementy stalowe, z tworzyw sztucznych oraz innych materiałów. Oferujemy toczenie poziome, pionowe, zewnętrzne, wewnętrzne, zgrubne, lekko zgrubne, półwykańczające, wykańczające i wykańczająco-gładkościowe. Przeprowadzane przez nas operacje tłoczenia wpływają na oszczędność materiałów, polepszają własności mechaniczne przerobionego materiału oraz dają możliwość nadawania skomplikowanych kształtów, które w innych technologiach są trudne bądź niemożliwe do osiągnięcia.


Krawędziarki serii SB to stosunkowo lekkiej (waga ok 135 kg), acz solidnej konstrukcji urządzenia do wyginania blach z różnego materiału. Nie są to typowe dekarskie maszyny - są dużo bardziej solidne i lepiej wykonane. Wyjmowane segmenty pozwalają poszerzyć zastosowanie urządzenia.


Są to urządzenia wykorzystywane przede wszystkim do takich czynności, jak wykrawanie, wytłaczanie lub przebijanie materiału. Proponujemy Państwu prasy mimośrodowe z wyzwalaniem pneumatycznym, w których można zainstalować odpowiednie narzędzie, umożliwiające wykonywanie wyżej wymienionych czynności.


Trawienie usuwa z wierzchniej warstwy metalu zabrudzenia, rdzę a przede wszystkim zgorzel po spawaniu. W efekcie uzyskuje się jednorodną szaro-matową powierzchnię materiału. Po wytrawieniu na powierzchni metalu wytwarza się warstwa tlenków chromu, która znacznie zwiększa odporność chemiczną – proces ten nazywany jest pasywacją. Bardzo często trawienie jest procesem wstępnym przed polerowaniem elektrochemicznym.


Spawanie metodami MIG (Metal Inert Gas – w osłonie gazów obojętnych) i MAG (Metal Active Gas – w osłonie gazów aktywnych) obejmuje grupę procesów spawania łukowego z wykorzystaniem energii cieplnej generowanej przez łuk elektryczny prądu stałego, w celu stopienia elementu spawanego i materiału elektrody topliwej w obszarze spoiny.


Piecowe lutowanie twarde to półautomatyczny proces, w którym elementy są łączone za pomocą innego, łatwiej topliwego materiału (lutowia). Piecowe lutowanie twarde umożliwia projektantom i inżynierom łączenie prostych lub złożonych elementów za pomocą jednego lub setek połączeń.


Gilotyny Hydrauliczne z serii JORDI CH to niezawodne maszyny do cięcia blach o długości roboczej od 3100 do 6100 mm, oraz grubości od 6 mm do 20 mm. Dzięki zastosowaniu łatwej w regulacji punktowej szczeliny nożowej, dynamicznego zderzaka maszyny z cyfrowym odczytem aktualnego położenia oraz automatycznego systemu docisku materiału zgodnie do jego grubości uzyskujemy dokładne oraz czyste cięcie na całej jego długości.


Perforacja heksagonalna zapewnia duży procent prześwitu, rzędu 80%. Blacha z tą perforacją ma w związku z tym niską wagę. Trwałość materiału jest w dużej mierze nienaruszona dzięki formie przypominającej strukturę plastra miodu. Atrakcyjne, ponadczasowe wzornictwo stanowi oryginalną propozycję wśród wielu wzorów perforacji.


Wyżarzanie zmiękczające to wysokotemperaturowy proces obróbki cieplnej wykonywany w okolicach punktu A1. Zgodnie z nazwą celem procesu jest jak największe zmiękczenie materiału. Po wyżarzeniu zmiękczającym materiał będzie miał strukturę miękką i łatwą do skrawania.


Grawitacyjne przecinarki taśmowe - GH. Ręcznie zaciskane imadło, podczas cięcia ruch ramienia kontrolowany przez siłownik hydrauliczny oraz zawór dławiący. Operator rozpoczyna cięcie przyciskiem START i ustawia prędkość cięcia. Po wykonaniu cięcia piła automatycznie się wyłącza, operator ręcznie podnosi ramię do pozycji wyjściowej. Ręczna zmiana materiału. Zmiana kąta ramienia wykonywana ręcznie.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









