 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.








Rury ze szwem przewodowe ze stali niestopowej wg EN 10217-1: 2002


W swojej ofercie posiadamy rury stalowe do urządzeń ciśnieniowych.


W przypadku spawania elektrodą wolframową w osłonie gazów obojętnych (TIG) do stapiania metalu w obszarze złącza i wytworzenia jeziorka ciekłego metalu wykorzystuje się energię cieplną generowaną przez łuk elektryczny, tworzący się pomiędzy nietopliwą elektrodą wolframową a spawanym materiałem.


Usługę cięcia laserem wykonujemy na wycinarce laserowej produkcji TRUMPF – TruLaser 3030 Fiber , rok produkcji: 2018; strefa cięcia: 1500 x 300


Spawanie metodami MIG (Metal Inert Gas – w osłonie gazów obojętnych) i MAG (Metal Active Gas – w osłonie gazów aktywnych) obejmuje grupę procesów spawania łukowego z wykorzystaniem energii cieplnej generowanej przez łuk elektryczny prądu stałego, w celu stopienia elementu spawanego i materiału elektrody topliwej w obszarze spoiny.


Rury bez szwu kotłowe z ferrytycznych stali stopowych wg ASTM A335


Rury ze szwem kotłowe ze stali niestopowych zgrzewane elektrycznie wg EN 10217-2: 2004


Z hartowanej stali do produkcji sprawdzianów, pole tolerancji 6H, ze stroną przechodnią i nieprzechodnią (od gwintu M42 x 1,5 tylko strona przechodnia lub nieprzechodnia).


Rury ze szwem kotłowe ze stali niestopowych spawane łukiem krytym wg EN 10217-5: 2004

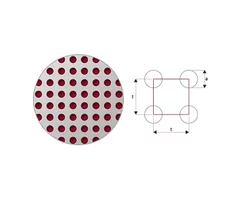
Stosowane w różnych sektorach przemysłu i gospodarki blachy perforowane różnią się pomiędzy sobą pod wieloma względami. Najważniejszym kryterium ich podziału są zastosowane w nich otwory oraz ich układ. Bardzo popularnym typem perforacji są otw. cylindryczne układ prosty. Tego typu perforacja blachy otrzymuje oznaczenie Rg a – t, a jej prześwit względny wyliczany jest w następujący sposób: P = 0,785 x ( a2 / t2 ) x 100%.


Na Państwa życzenie możemy wykonać elementy prostokątne i kwadratowe cięte z płyt aluminiowych z formatów 2000 x 3000 mm i grubości do 110 mm


Przejazdy w osiach X/Y/Z 620/520/460 mm – stół 2-osiowy (uchylno-obrotowy)


W swojej ofercie posiadamy szlifierkę do płaszczyn i profili SR-CNC X/70.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.













