 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Wiele na ten temat może powiedzieć francuska firma Figeac Aero, która dzięki frezom ASPX z 4-krawędziowymi płytkami poprawiła zdolności produkcyjne, przy jednoczesnej redukcji kosztów.
Planując inwestycję w obrabiarkę CNC – centrum obróbcze CNC, tokarkę, frezarkę bramową należy również uwzględnić koszt uzbrojenia maszyny do pracy. Pierwsze uzbrojenie obrabiarki CNC to koszt nawet kilkudziesięciu tysięcy złotych i często jest pomijamy na etapie planowania.

BALINIT ALCRONA została wprowadzona na rynek w 2004 roku. Była to uniwersalna powłoka do nacinania kół zębatych, frezowania, jak również do obróbki plastycznej, tłoczenia i wykrawania. Rozwiązanie to pozwoliło klientom znacznie poprawić wydajność narzędzi i obniżyć koszty wytwarzania. BALINIT ALCRONA EVO, stanowi już trzecią generację tej uniwersalnej powłoki PVD. Trwałość narzędzi z pokryciem BALINIT ALCRONA EVO jest o ponad 30% wyższa porównując do swojej poprzedniczki. Wysoka odporność na zużycie BALINIT ALRCONA EVO powoduje zmniejszenie naddatku przy ostrzeniu, co zwiększa m.in. liczbę cykli regeneracji. Pozwala to na uzyskanie wymiernych oszczędności, a klienci mogą znacznie obniżyć koszty zakupu nowych narzędzi.

Obróbka skrawaniem CNC to jeden z podstawowych procesów produkcyjnych, który można wykorzystać do wytwarzania różnego rodzaju elementów.
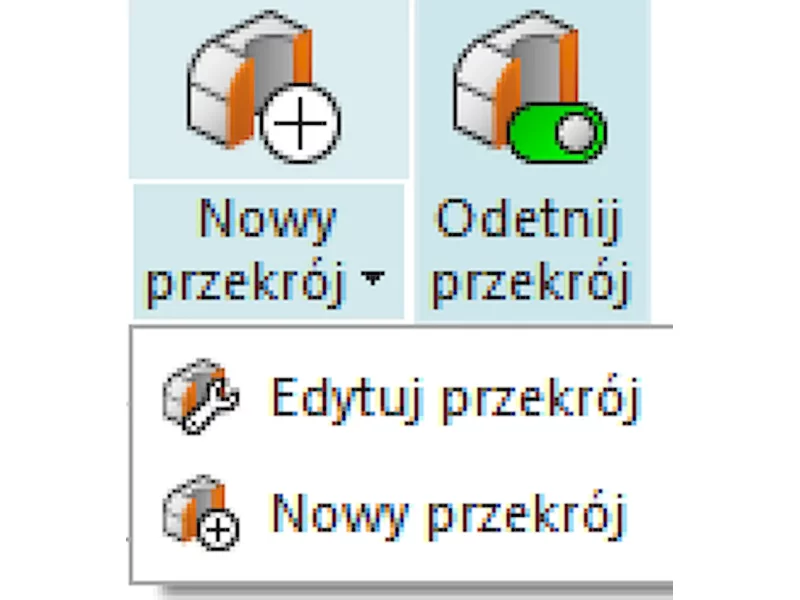
Podczas tworzenia ścieżek narzędzia w module wytwarzania często zachodzi potrzeba analizy wygenerowanej ścieżki względem obrabianej części. NX CAM posiada zaawansowane narzędzia do szybkiego podglądu i weryfikacji ścieżki, a jednym z nich jest Przekrój widoku, za pomocą którego możemy zaspokoić ww. potrzebę.

Aktualna lista szkoleń wraz z terminami. W programie pojawiły się 3 nowe tematy.

We włoskiej fabryce Elesa rozpoczęło działalność Zautomatyzowane Centrum Produkcji Form, które jest zdolne do samodzielnego obsłużenia 80% produkcji form przy jednoczesnej redukcji czasu wytwarzania i zwiększenia elastyczności produkcji.
Głównym zadaniem anodowanie profili i drobnych elementów aluminiowych jest zwiększenie twardości ich zewnętrznej warstwy i uodpornienie na korozję. Właściwości warstw anodowych zależą od kilku czynników, jak warunki wytwarzania i skład elektrolitu wykorzystanego w procesie anodowania. W naszym wpisie przyjrzymy się bliżej fizykochemicznym właściwościom warstw anodowych.
Trwa realizacja działań w ramach projektu „Rozwój technologii wytwarzania kompozycji polimerowych z recyklatem gumy oponowej w kierunku poszukiwania nowych produktów”.

Potocznie używana nazwa druku 3D zalicza się do wytwarzania detali metodą addytywną/przyrostową, która, oprócz samego pomysłu na detal, wymaga przejścia przez trzy etapy: modelowania, drukowania i wykończenia.
Rozpoczynamy kolejny sezon szkoleniowy, zapraszamy do zapisów na nowość w naszym programie - Akademię Formy Wtryskowej!

Co składa się na cenę zakupu wycinarki fibrowej? Przede wszystkim wybór generatora laserowego - zależnie od mocy oraz typu cena będzie się znacznie różnić. Duży wpływ na ostateczne koszty mają również korzystnie dobrane warunki finansowania urządzenia. Specjalista finansowy jest w stanie znacząco obniżyć koszty, proponując leasing dopasowany do indywidualnych potrzeb Klienta. Kolejnym ważnym czynnikiem jest utrzymanie urządzenia. Serwis, przeglądy, części eksploatacyjne, prąd oraz gazy pomocnicze - odpowiedni wybór każdej z tych rzeczy ma duży wpływ na ostateczne koszty.
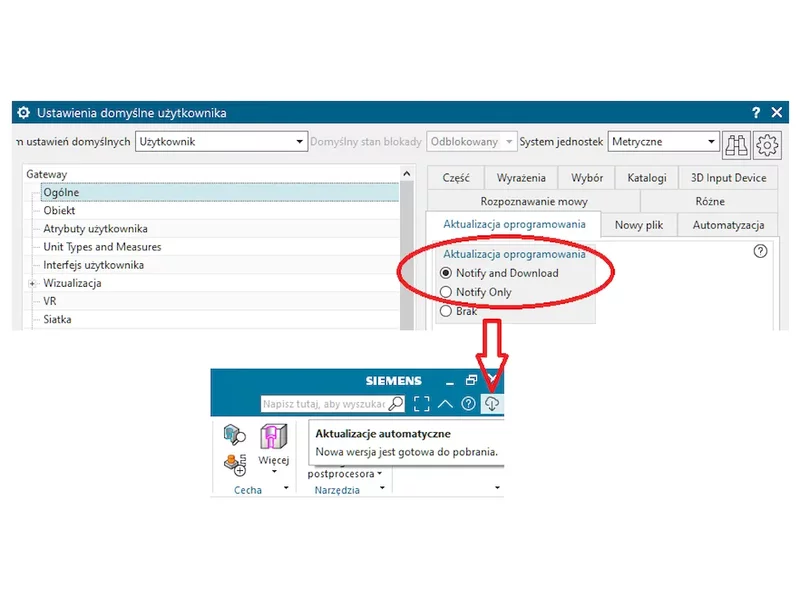
NX CAM (Solid Edge CAM Pro) to część zintegrowanego systemu CAD/CAM/CAE firmy Siemens, przeznaczona do wspomagania procesu wytwarzania z wykorzystaniem obrabiarek sterowanych numerycznie i robotów. Oprogramowanie to daje użytkownikom wiele zaawansowanych narzędzi do programowania obróbki dla wszystkich typów obrabiarek CNC dostępnych na rynku. Jednak, aby praca była wydajna i bezproblemowa, należy zadbać również o podstawy. W niniejszym artykule przedstawimy trzy praktyki, których stosowanie przyczyni się do poprawy jakości pracy w NX CAM.

Nowe gatunki KBH10B i KBH20B PcBN zapewniają większą wydajność i niższy koszt jednostkowy

Duża precyzja pozwala osiągnąć wąski przedział tolerancji podczas jednej operacji i znacznie obniża koszt wykonywania otworów w zastosowaniach lotniczych
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.










