 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Azotowanie gazowe Nitreg ® elementów form wtryskowych i odlewniczych, matryc do wyciskania aluminium oraz do kucia na gorąco, narzędzi tłocznych i wykrawających ze stali do pracy na zimno, elementów dla przemysłu maszynowego i motoryzacyjnego.

Lutowanie i wyżarzanie próżniowe elementów ze stali konstrukcyjnych np. części samochodowych i maszyn.

Hartowanie i odpuszczanie w piecach prożniowych z wysokociśnieniowym chłodzeniem w azocie: elementów ze stali do pracy na gorąco i na zimno, elementów form odlewniczych, matryc kuźniczych oraz narzedzi ze stali szybkotnących.
Corr-I-Dur® to prawnie zastrzeżona obróbka cieplno-chemiczna firmy Bodycote do jednoczesnego poprawienia odporności na korozję i zużycie dzięki tworzeniu na powierzchni materiału warstw azotko-tlenkowych.

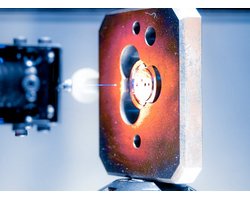
Hartowanie próżniowe stosowane jest głównie w wysokich temperaturach.

Wyżarzanie dużych elementów po spawaniu w dwóch komorach o wymiarach 1700 x 2000 x 1250 oraz 3500 x 2400 x 2000 w temperaturze do 950⁰C.
Hartujemy nie tylko części, które sami produkujemy, ale również działamy jako hartownia kontraktowa. Obecnie posiadamy wolne moce produkcyjne w tym obszarze.

PTO oferuje usługi zgrzewania garbowego i punktowego przy zachowaniu reżimu technologicznego dla przemysłu samochodowego.
Także w stopach metali nieżelaznych, jakim są stopy na bazie niklu, utwardzanie wydzieleniowe znalazło swoje zastosowanie. Niekiedy zabieg ten potrafi niemal dwukrotnie podnieść wytrzymałość na rozciąganie takiego stopu. Dobrym przykładem mogą być stopy niklu z miedzią nazywane powszechnie „monelami”.
Istnieje wiele przerobionych plastycznie i odlewanych stopów aluminium, które można umocnić w procesie utwardzania wydzieleniowego.
Do umocowania na powierzchni specjalnych elementów łącznikowych wykorzystujemy zgrzewanie kondensatorowe.
Nawęglanie próżniowe (niskociśnieniowe) lub też zwane pod skrótem LPC jest alternatywną technologią do tradycyjnego nawęglania gazowego (atmosferycznego).
Proces ulepszania cieplnego polega na połączeniu hartowania z wysokim odpuszczaniem.

Posiadany przez naszą firmę park maszynowy oraz wyposażenie pozwalają na realizację szerokiego spektrum rodzajów obróbki cieplnej i cieplno-chemicznej.

Nawęglanie przeprowadzamy w piecu z regulowaną atmosferą endotermiczną (propan i powietrze) w temperaturze do 1000°C. Umożliwia nam to z kolei piec przelotowy TFQ 2EM.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









