 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.






Pierwszy raz w ofercie spółki znalazł się nowoczesny półsyntetyczny olej emulgujący do obróbki metali pozbawiony związków boru oraz amin. Prace nad EMULSIN SEMI BF trwały ponad 6 miesięcy.

Modelarz, protetyk, jubiler, optyk - to zawody wymagające dużej dozy cierpliwości oraz dokładności. O ile cierpliwości trzeba się nauczyć samemu, o tyle precyzję działania zapewnią mikronarzędzia firmy PROXXON.
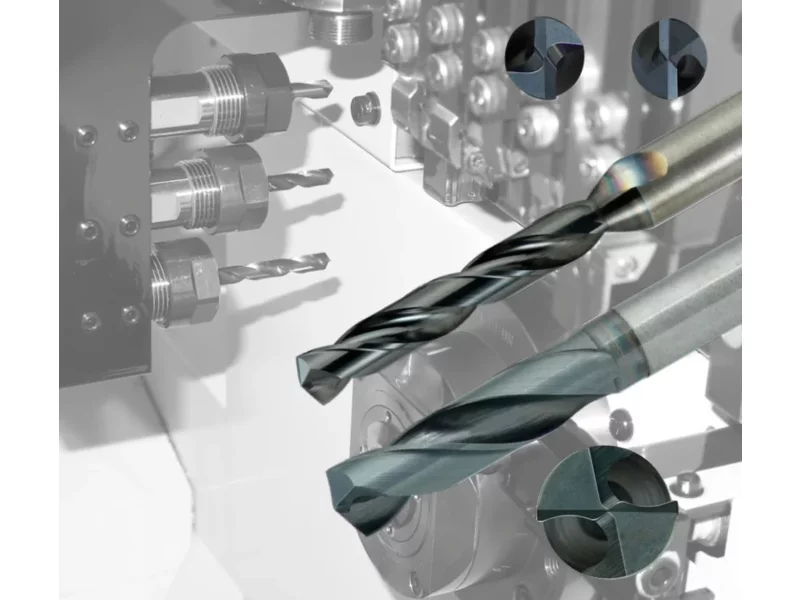
Wiertła specjalnego przeznaczenia DWAE zostały zaprojektowane do wiercenia w ograniczonej przestrzeni obróbkowej na automatach tokarskich i małych tokarkach CNC.
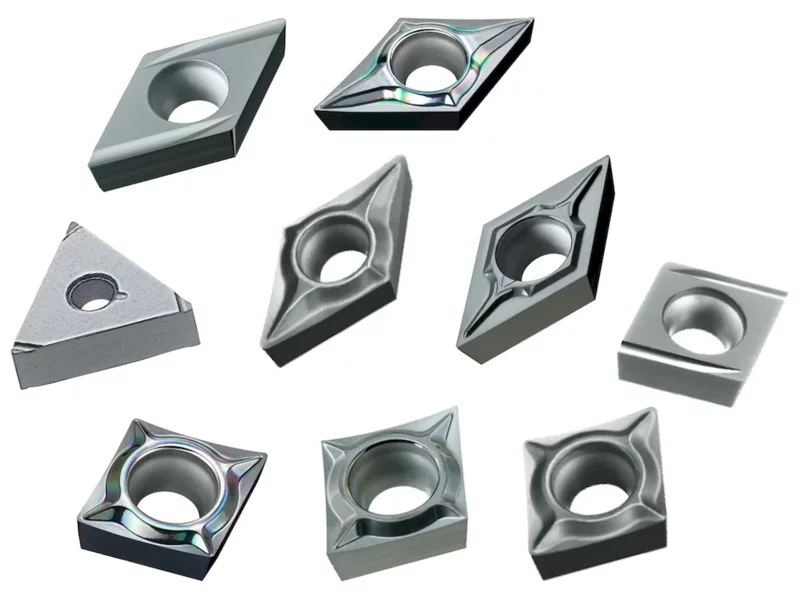
Aby zwiększyć wydajność skrawania podczas obróbki drobnych detali, firma Mitsubishi Materials wzbogaciła asortyment płytek do precyzyjnego toczenia o płytki w nowym gatunku. Nowy gatunek MS7025 jest zalecany do trudnych operacji toczenia stali węglowych i automatowych na obrabiarkach z ruchomym wrzeciennikiem.

61 szkół z 15 europejskich krajów otrzyma od Fundacji Gene’a Haasa (GHF) stypendia na łączną kwotę 425 000 USD (377 000 EUR). Pieniądze te, będące prezentem od Gene’a Haasa, założyciela i dyrektora generalnego Haas Automation oraz zostaną przeznaczone na stypendia związane z obróbką skrawaniem i produkcją.

Konwencjonalne wiercenie głębokich otworów, zwłaszcza otworów o małej średnicy to zwykle proces powolny i zawodny. Wiertła specjalnego przeznaczenia mini DVAS były projektowane od początku z myślą o wierceniu otworów o małych średnicach w różnych materiałach.
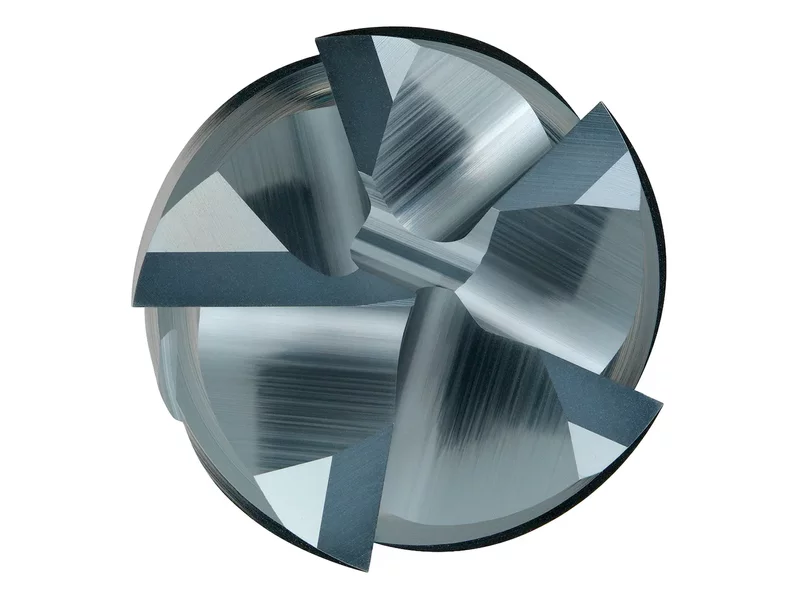
VQ, najbardziej zaawansowana seria frezów trzpieniowych Mitsubishi Materials została ostatnio rozszerzona o nowy innowacyjny typ. Najnowsze frezy VQ-CS obejmują typy VQJCS i VQLCS o średniej i długiej części roboczej, przeznaczone do specjalnych operacji obróbki zgrubnej superstopów żaroodpornych. Mogą one być także zastosowane do obróbki hartowanych stali nierdzewnych, a nawet innych materiałów takich, jak miedź i jej stopy, jak również stali węglowych i stopowych.

Siłą „Przemysłowej jesieni” w Targach Kielce są bezpośrednie spotkania przedstawicieli firm odlewniczych. Tych nie zabraknie już 24 i 25 września w Targach Kielce. Do kilkudziesięciu firm, które potwierdziły obecność cały czas dołączają kolejne.

Asortyment głowic frezarskich typu AXD został obecnie rozszerzony o głowice mocowane na gwint o średnicach od Ø25 do Ø40. Wprowadzenie głowic mocowanych na gwint zapewnia większą wszechstronność i wydajność dzięki szybszej możliwości wymiany narzędzia. Ponadto głowice o małej średnicy umożliwiają obróbkę małych kieszeni i miejsc o ograniczonym dostępie w komponentach o skomplikowanym kształcie.

Podczas obróbki: stali hartowanych, stali nierdzewnych i stopów wysokotemperaturowych, narzędzia narażone są na duże obciążenia termiczne. Oerlikon Balzers, wiodący dostawca w zakresie wysoko wydajnych rozwiązań powierzchniowych, ustanawia nowy standard branżowy wprowadzając powłokę BALIQ TISINOS PRO. Ta cienka warstwa PVD zmniejsza obciążenia przenoszone przez narzędzia i istotnie poprawia odporność na zużycie (obróbka stali do 70 HRC). Klienci korzystają z dłuższej żywotności narzędzia i wysokiej jakości produktu.

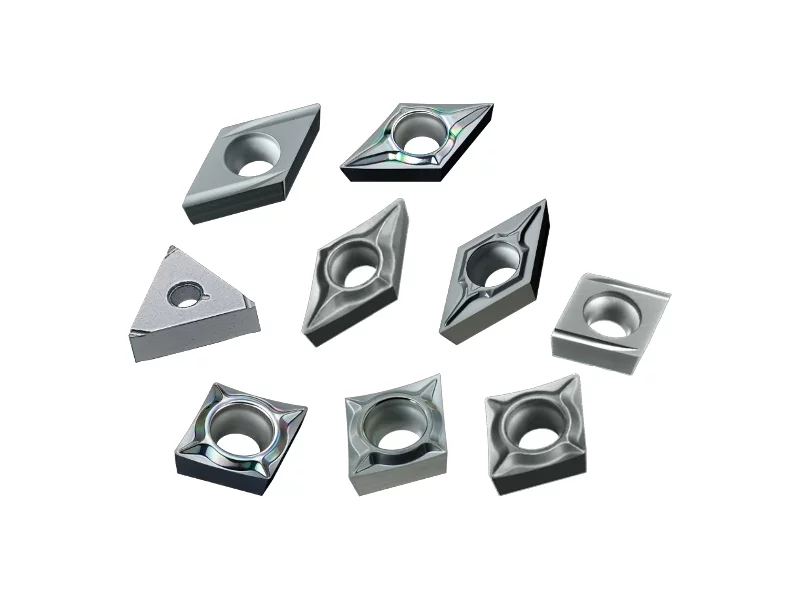
Seria MC5100 to nowe gatunki płytek tokarskich pokrywane metodą CVD do toczenia żeliw z dużą prędkością i do toczenia przerywanego. W procesie odlewania żeliwa produkowane są detale o skomplikowanej geometrii. Podczas obróbki różnych gatunków żeliwa powstaje inny wiór, co może powodować różnego typu uszkodzenia płytek. Podobnie skomplikowane kształty wytwarzane w odlewach stwarzają wyzwania, ponieważ kontakt z przedmiotem obrabianym może spowodować nagłe przejście z obróbki ciągłej na przerywaną. W odpowiedzi na te wyzwania w Mitsubishi Materials opracowano nowe gatunki płytek, które przystosowane zostały do obróbki detali o dowolnej geometrii, z dowolnego gatunku żeliwa.

Jeśli chodzi o obróbkę stali hartowanych, Mitsubishi Materials cieszy się reputacją producenta narzędzi, który wyznacza najwyższe standardy w swojej branży. W celu dalszego ugruntowania pozycji rynkowej, firma rozszerzyła serię kulistych frezów trzpieniowych z długą szyjką typu VFR2XLB. Są one dostępne w średnicach od Ø 0.2 mm do Ø 0.5 mm, a cały asortyment obejmuje również średnice do Ø 6.0 mm.
O ciągłej konieczności zwiększenia efektywności i dokładności produkcji nikogo nie trzeba przekonywać. Jakie narzędzia stosować, aby sprostać rygorystycznym normom, wyeliminować problemy jakościowe oraz podnieść efektywność produkcji?

Rynek targów przemysłowych w Polsce jest bardzo szeroki, w samym EXPO Kraków odbywa się ich kilka w ciągu roku.
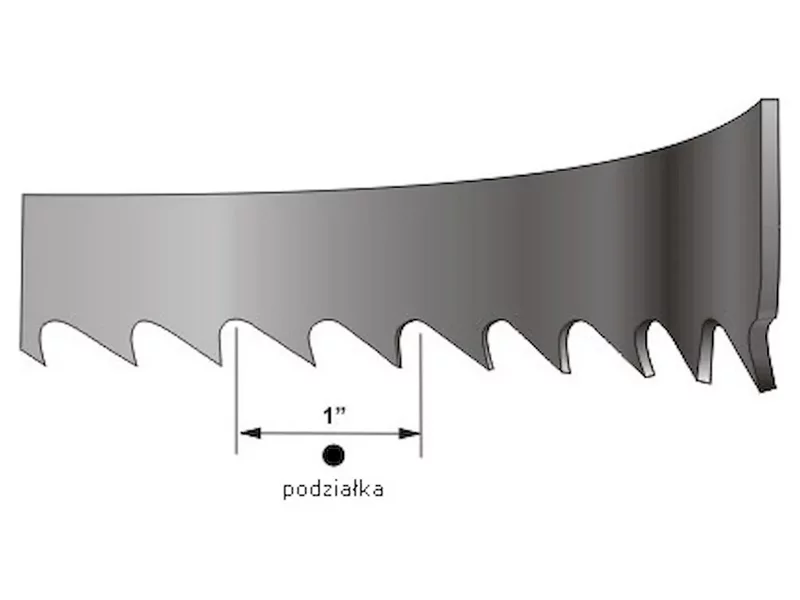
W przypadku pił taśmowych, podobnie jak i innych narzędzi, istnieją procedury, których stosowanie przedłuża żywotność zarówno maszyny, jak i samego narzędzia. Poprawnie dobrana podziałka w stosunku do ciętego materiału, odpowiednia prędkość i wartość posuwu, właściwe naprężenie taśmy, docieranie piły, chłodzenie w trakcie procesu cięcia oraz dbałość o stan techniczny maszyny są konieczne, by w pełni wykorzystywać możliwości taśmy tnącej.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.









